

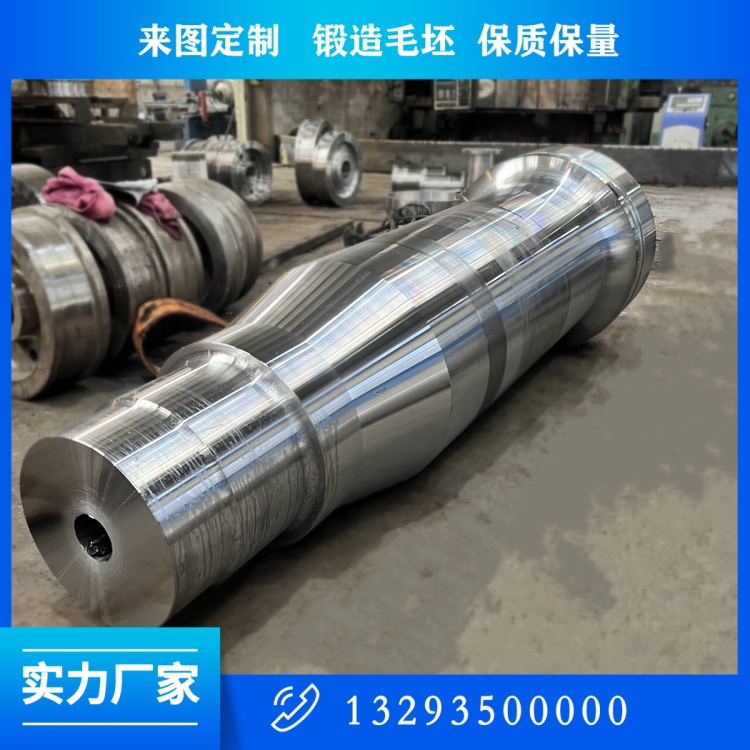
轴锻件 重型装备的核心承载基石
轴锻件是各类重型机械、能源装备、轨道交通等领域的核心基础部件,承担着传递扭矩、承受交变载荷与冲击的关键作用。作为山西锻造产业的核心力量,山西中重重工集团深耕轴锻件制造领域,依托定襄锻造的产业集群优势,以***设备与成熟工艺,为高端装备提供可靠的轴类锻件产品。
轴锻件的制造,始于对原材料的严苛把控。中重重工选用 42CrMo、34CrNiMo6、17-4PH 等优质合金结构钢与不锈钢,所有坯料均经光谱分析与超声波探伤(UT)检测,严格遵循 ASTM A388 标准,从源头杜绝内部疏松、夹杂等缺陷,为后续锻造奠定坚实基础。坯料下料采用数控锯床,确保重量公差控制在 ±1% 以内,端面平整度≤1mm/m,为精密锻造提供***坯料。
锻造轴环节是轴锻件成型的核心,中重重工配备 15000 吨快锻液压机、8000 吨自由锻液压机、全液压轨道式锻造操作机等核心设备,构建起从大型轴到精密阶梯轴的全谱系锻造能力。加热工序采用智能温控燃气加热炉与感应加热炉组合,实现分段***控温:预热段 600-800℃保温 1-2 小时,消除残余应力;高温段依据材质***设定,低合金钢控制在 1150-1200℃,高合金钢达 1200-1250℃,炉温均匀性≤±10℃,确保坯料内外温度一致,避免过热与未透热问题。
锻造过程采用多向锻造工艺,遵循 “镦粗(变形率≥50%)→拔长(锻造比≥4,重要部件≥6)→径向精锻” 的技术路线。在 15000 吨快锻液压机的强力作用下,配合全液压操作机的***送料,实现坯料的充分塑性变形,破碎铸态组织,使金属纤维沿轴身连续分布,显著提升轴锻件的抗拉强度、屈服强度与疲劳寿命。终锻温度严格控制在 850℃以上,通过红外测温系统实时监控,确保动态再结晶充分,晶粒度可达 ASTM 8-10 级,组织均匀性优异。
锻后冷却采用缓冷工艺,600℃以下控制冷却速率≤30℃/h,避免快速冷却产生热应力裂纹。随后进入热处理工序,中重重工配备大型台车式热处理炉,采用复合调质工艺:850℃×2h 油淬 + 580℃×4h 回火,使 42CrMo 材质轴锻件硬度稳定在 28-32HRC,σ0.2≥700MPa,满足重载工况需求。对于耐磨轴颈部位,采用中频感应淬火,实现表面硬度 HRC55-60,有效硬化层深 2-5mm,大幅提升耐磨性。
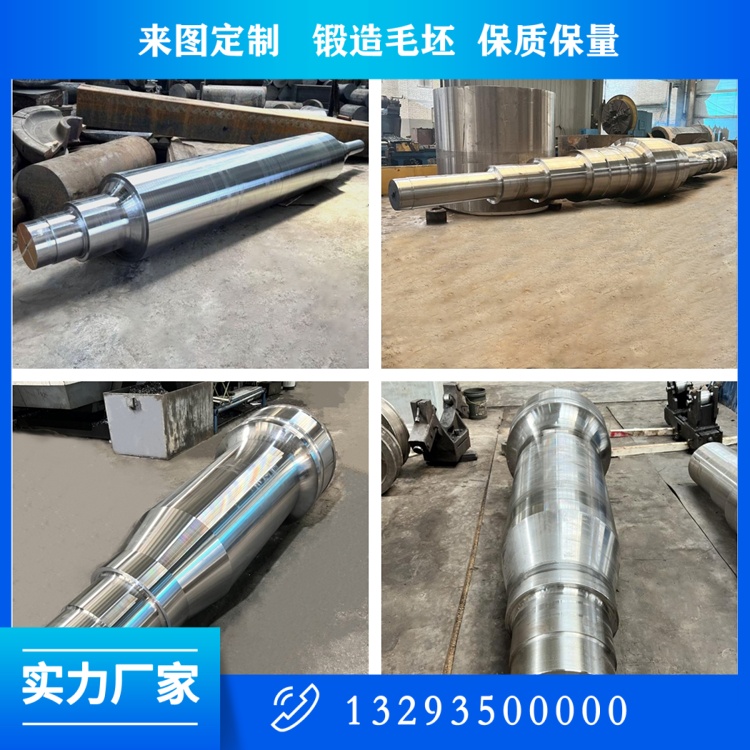
精加工阶段,公司引入数控车床、外圆磨床、深孔钻床等精密加工设备,严格控制形位公差:径向跳动≤0.02mm/m,轴颈圆柱度≤0.005mm,确保轴锻件的装配精度与运行稳定性。每一件轴锻件出厂前,均经过 UT、MT、PT 无损检测、力学性能测试、金相分析等全流程检验,确保产品符合 GB/T、JB/T 及客户定制标准。
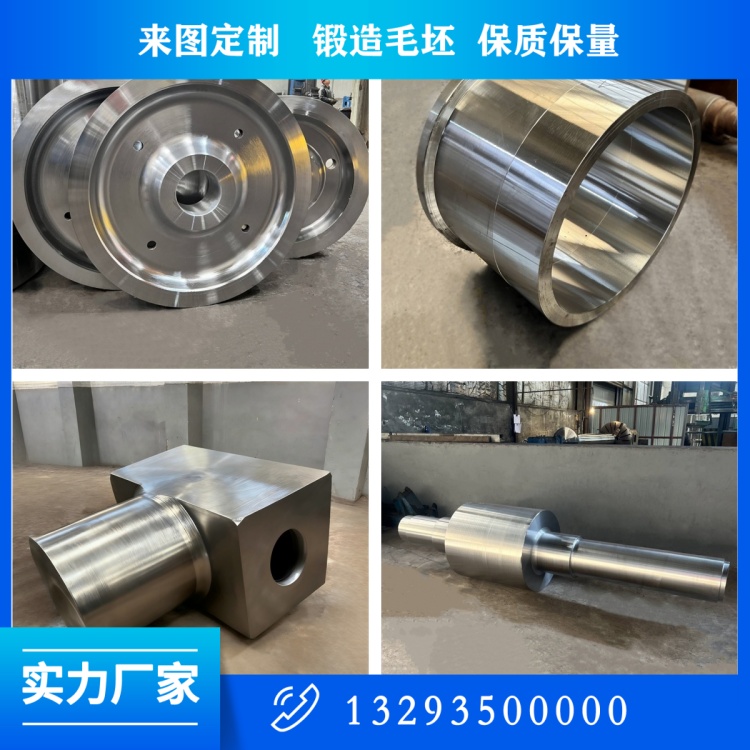
依托山西锻造的深厚底蕴与中重重工的设备、技术优势,公司生产的轴锻件广泛应用于冶金机械、矿山设备、风电装备、船舶动力等领域,以稳定的质量、可靠的性能,成为重型装备制造领域值得信赖的核心配套商。
 关注公众微信号
关注公众微信号 