

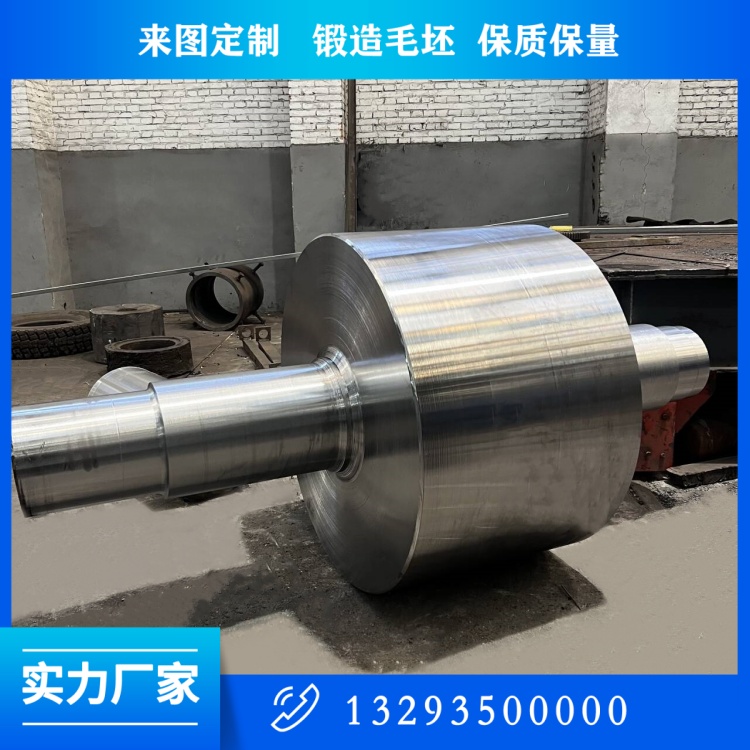
大型轴锻件制造难点与解决方案
大型轴锻件(直径≥800mm、长度≥5000mm)是冶金、能源、船舶等领域的核心部件,其制造面临组织均匀性控制、变形精度保障、残余应力消除等诸多技术难点。山西中重重工集团依托 15000 吨快锻液压机等核心设备与山西锻造的技术积淀,形成了一套成熟的大型轴锻件制造解决方案,有效攻克行业共性难题。
难点一:大截面坯料组织均匀性控制大型轴锻件的坯料多为大吨位钢锭(单重可达 50-100 吨),铸态组织存在成分偏析、晶粒粗大、内部疏松等缺陷,锻造过程中易出现心部变形不充分、组织不均问题,导致轴件力学性能波动。解决方案:
多向锻造工艺:采用 “镦粗 + 双向拔长” 的多向锻造路线,镦粗变形率≥60%,破碎粗大铸态晶粒;随后进行多道次拔长,控制每火次变形量 30-40%,锻造比≥6,确保变形渗透至心部,使金属纤维沿轴身连续分布,消除疏松与偏析。
大吨位设备支撑:依托 15000 吨快锻液压机的强大锻造力,配合 2500kN 全液压操作机,实现大截面坯料的均匀变形,心部与表面变形量差控制在 10% 以内,确保组织均匀性。
温度***控制:加热阶段采用分段长时间保温,确保钢锭内外温度一致;锻造过程中通过红外测温系统实时监测,终锻温度严格控制在 850℃以上,促进动态再结晶,晶粒度可达 ASTM 7-8 级。
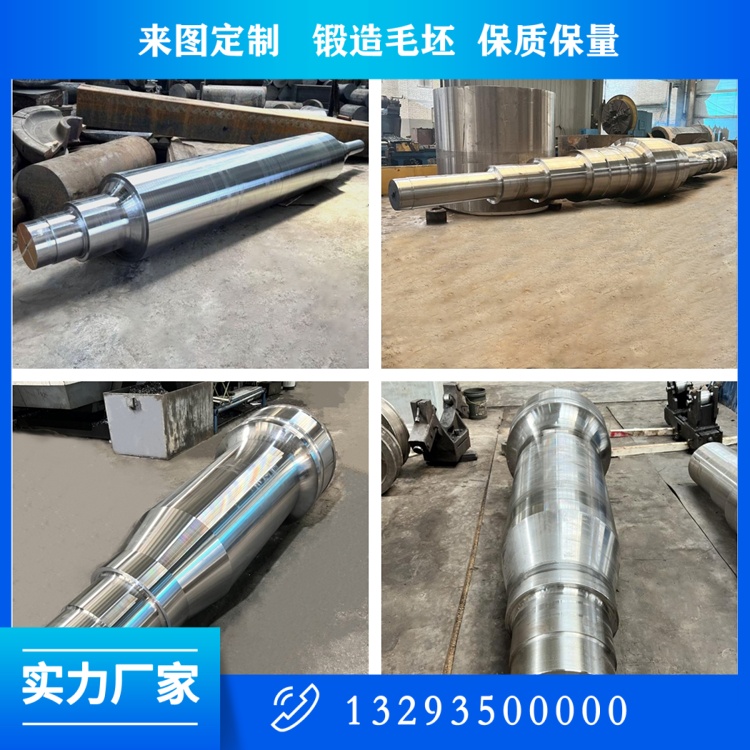
难点二:长尺寸轴锻件变形精度控制长度≥6000mm 的长轴锻件,锻造过程中易出现弯曲、扭转变形,后续热处理与加工过程中变形量进一步放大,难以满足形位公差要求。解决方案:
对称锻造工艺:采用对称压下、双向交替拔长工艺,操作机***控制坯料旋转角度与送进量,确保轴身受力均匀,避免单侧变形过大导致的弯曲。
热校直工艺:锻造终了前,利用快锻机的静压功能,对轴坯进行热态校直,控制弯曲度≤3mm/m;热处理后,采用数控校直机进行冷态精校,确保轴锻件直线度≤2mm/m。
加工余量优化:结合锻造与热处理变形规律,合理预留加工余量,长轴锻件轴径单边余量 5-8mm,通过数控车床的补偿加工技术,抵消后续变形影响,确保***终尺寸精度。
难点三:大型轴锻件残余应力消除大型轴锻件在锻造与热处理过程中,会产生较大的残余应力,若消除不彻底,后续加工与使用过程中易出现变形、开裂问题,影响产品寿命。解决方案:
锻后缓冷工艺:锻造完成后,立即将轴坯放入缓冷坑,采用砂冷或炉冷方式,控制冷却速率≤20℃/h,缓慢释放锻造轴应力,避免热应力裂纹产生。
去应力退火工艺:热处理后,增加 600℃×6h 的去应力退火工序,通过高温保温,彻底消除热处理残余应力,确保轴锻件组织稳定。
时效处理:对于高精度长轴锻件,采用自然时效或振动时效工艺,进一步释放残余应力,提升尺寸稳定性。
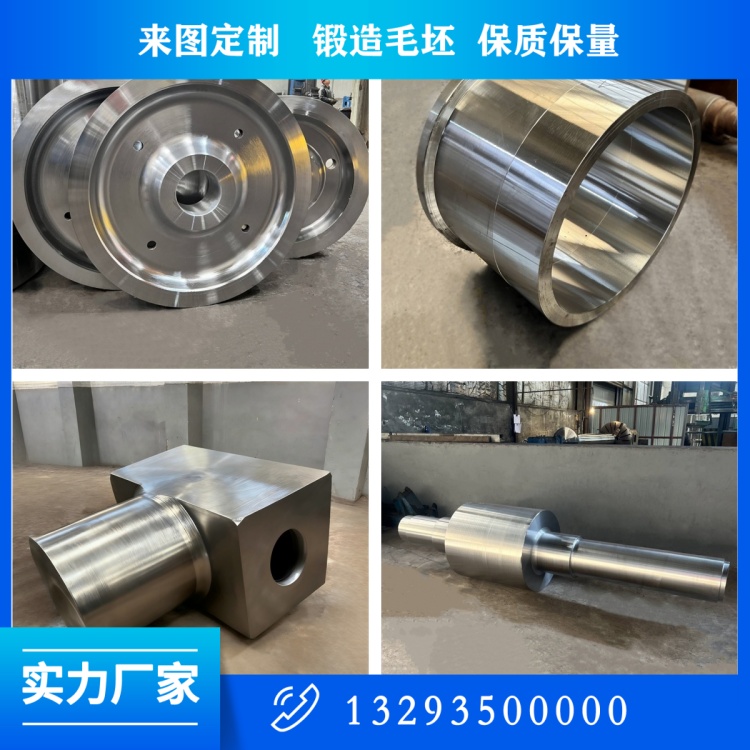
难点四:大型轴锻件热处理淬透性保障大截面轴锻件(直径≥800mm)在热处理过程中,易出现心部淬不透、硬度不均问题,导致综合力学性能不达标。解决方案:
材质优选:选用淬透性优异的 34CrNiMo6、40CrNiMoA 等材质,通过 Cr、Ni、Mo 元素的协同作用,提升钢的淬透性,确保大截面轴件心部与表面性能一致。
强化冷却工艺:采用油淬 + 风冷的复合冷却方式,提高冷却速度,确保心部获得马氏体组织;对于超大型轴锻件,采用喷雾冷却工艺,实现均匀快速冷却。
大型热处理设备:配备 Φ5m×15m 大型台车式热处理炉,炉温均匀性≤±10℃,可实现单重 100 吨轴锻件的整体热处理,确保温度场均匀,淬透性达标。
难点五:大型轴锻件检测与质量把控大型轴锻件的内部缺陷检测、力学性能测试难度大,传统检测方法难以覆盖全尺寸范围,质量把控存在盲区。解决方案:
全流程无损检测:采用超声波探伤(UT)、磁粉探伤(MT)、渗透探伤(PT)组合检测方式,锻造过程中进行中间检测,热处理后进行***终检测,确保轴锻件内部无裂纹、夹杂等缺陷。
力学性能取样:在轴锻件的端部、1/2 长度处、心部与表面等关键部位取样,进行拉伸、冲击、硬度测试,确保全截面性能达标。
数字化质量追溯:建立生产全过程数字化管理系统,从坯料、加热、锻造、热处理到精加工,每一道工序的参数、检测结果均实时记录,实现产品质量全程可追溯。
山西中重重工集团以设备为基础、以技术为核心、以工艺为保障,成功攻克大型轴锻件制造的各项难点,所生产的大型轴锻件广泛应用于国内重点工程项目,彰显了山西锻造的技术实力与中重重工的制造能力。
 关注公众微信号
关注公众微信号 