

精密轴锻件近净成型技术
随着高端装备制造对轴锻件精度、效率、成本的要求不断提升,近净成型技术成为轴锻件制造的发展趋势。山西中重重工集团依托数控径向锻造机、楔横轧机等***设备,将近净成型技术规模化应用于轴锻件生产,实现 “少切削、无切削” 成型,大幅提升产品精度与生产效率,彰显山西锻造的技术创新能力。
近净成型技术概述轴锻件近净成型技术,是指通过精密锻造工艺,使锻件的形状、尺寸接近成品零件,后续仅需少量精加工或无需加工即可使用的成型技术。相比传统自由锻,近净成型技术具有材料利用率高、生产效率高、产品精度高、组织性能优、成本低等显著优势,适配阶梯轴、变径轴、齿轮轴等复杂结构轴锻件的规模化生产。
山西中重重工核心近净成型技术及设备中重重工聚焦轴锻件近净成型,重点发展径向锻造、楔横轧、精密模锻三大核心技术,配套高端专用设备,形成规模化生产能力。
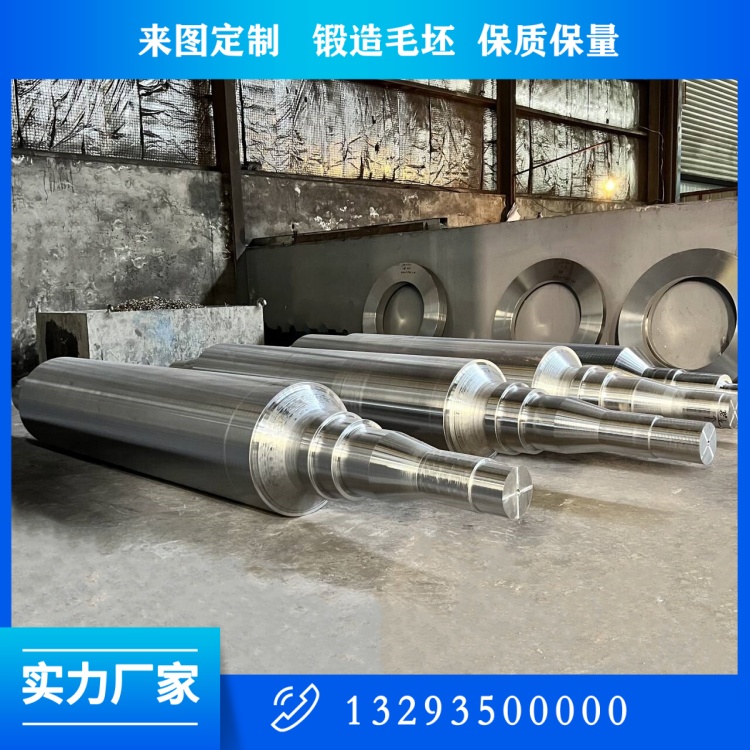
数控径向锻造技术径向锻造是轴类零件近净成型的核心技术,中重重工引进 2 台数控径向锻造机,通过 2-4 个对称分布的液压锤头,对轴向旋转进给的加热坯料进行高频径向锻打,实现轴锻件的近净成型。
设备优势:设备***大锻打力 3000kN,锻打频率 300 次 / 分钟,可加工直径 50-500mm 的轴锻件,直径公差 ±0.5mm,椭圆度≤0.3mm,轴颈与轴身过渡圆角***成型。
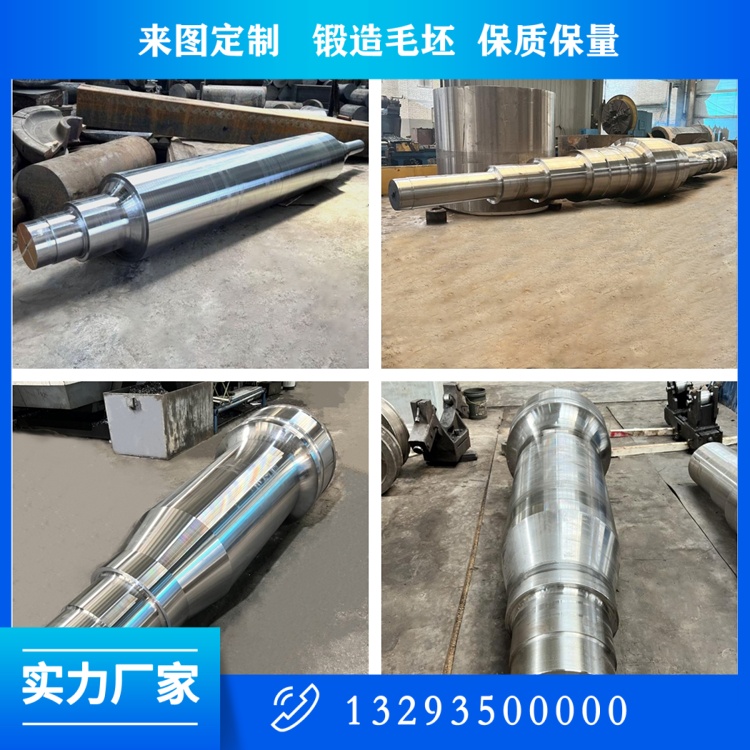
工艺特点:采用多道次渐进成型,坯料变形均匀,金属纤维连续分布,组织致密,力学性能优于传统自由锻;可一次性成型阶梯轴、锥度轴、花键轴等复杂结构,无需后续拔长、整形工序。
应用场景:风电主轴、汽车传动轴、齿轮轴、工程机械液压轴等精密轴锻件的规模化生产。
楔横轧成型技术楔横轧是高效精密成型阶梯轴的***技术,中重重工配备数控辊式楔横轧机,通过两个装有楔形模具的轧辊同向旋转,带动坯料反向旋转,实现局部连续变形,轧制成型阶梯轴。
设备优势:轧制速度快,每分钟可生产 3-5 件轴锻件,生产效率是传统锻造的 5-8 倍;模具寿命长,材料利用率达 90% 以上,大幅降低生产成本。
工艺特点:成型过程无飞边、无冲孔,坯料变形平稳,应力小,产品精度高,尺寸公差达 IT7-IT8 级;可成型多阶梯、变截面轴锻件,适配大批量生产需求。
应用场景:汽车变速箱轴、电机轴、机床主轴等中小规格精密阶梯轴的大批量生产。
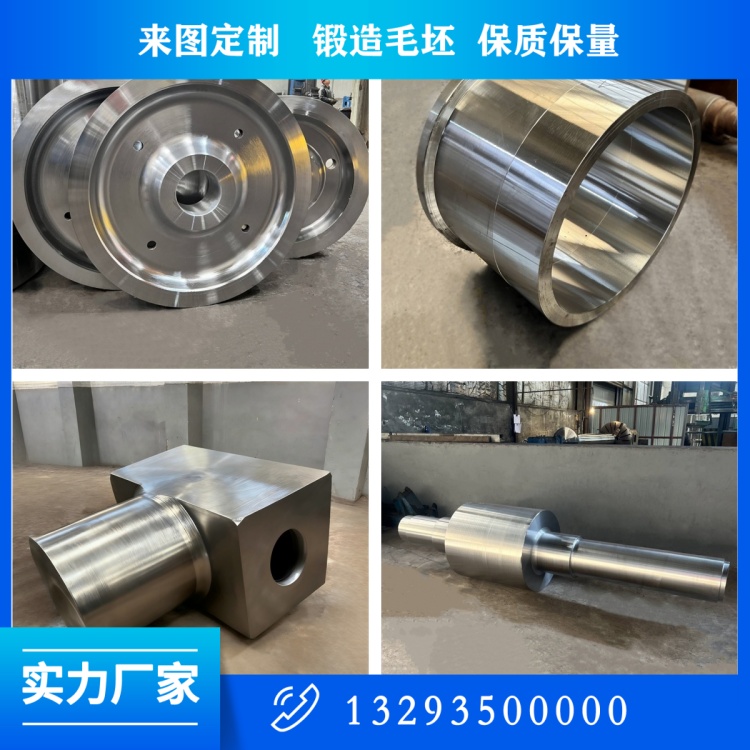
精密模锻技术针对小型、复杂结构轴锻件(如齿轮轴、连杆轴),中重重工采用热模锻机械压力机进行精密模锻,通过预锻 + 终锻模具组合,实现锻造轴锻件的***成型。
设备优势:4000 吨热模锻压力机,机身刚度高,抗偏载能力强,配备自动上下料装置,实现自动化生产;模具采用预应力组合结构,寿命长,产品一致性好。
工艺特点:锻件尺寸精度高,表面粗糙度 Ra≤6.3μm,后续机加工余量仅 1-2mm,大幅减少切削加工量;组织致密,力学性能优异,适配高强度、高精度轴件需求。
近净成型轴锻件的工艺优势相比传统锻造工艺,中重重工近净成型轴锻件具备五大核心优势:
材料利用率大幅提升:传统自由锻材料利用率仅 60-70%,近净成型技术达 85-95%,减少材料浪费,降低成本。
生产效率显著提高:径向锻造、楔横轧工艺实现连续、自动化生产,单件生产时间缩短 50-80%,适配大批量订单需求。
产品精度大幅提升:尺寸公差控制在 IT7-IT8 级,形位公差满足高端装备装配要求,减少后续精加工工作量。
力学性能更优:近净成型过程中坯料变形均匀,金属纤维连续完整,晶粒细化,抗拉强度、疲劳寿命提升 15-25%。
生产成本降低:材料、加工、能源成本综合降低 20-30%,提升产品市场竞争力。
近净成型技术的质量把控中重重工建立了完善的近净成型轴锻件质量管控体系:
模具设计与制造:采用 CAD/CAM/CAE 一体化技术设计模具,通过有限元模拟优化模具结构与工艺参数;模具采用优质热作模具钢制造,经真空热处理,硬度 HRC48-52,确保模具精度与寿命。
工艺参数***控制:加热温度、锻造力、轧制速度、送料量等参数均通过数控系统***控制,实时监测并调整,确保产品一致性。
全流程检测:坯料加热前 UT 检测,成型过程中尺寸在线检测,成品后进行硬度、金相、无损检测,确保 100% 合格出厂。
山西锻造的近净成型产业优势依托定襄锻造的产业集群优势,中重重工在近净成型技术应用方面具备良好的产业基础:区域内配套完善的模具制造、坯料供应、热处理加工产业链,为近净成型技术的规模化应用提供保障;同时,公司持续加大技术研发投入,与高校、科研院所合作,不断优化近净成型工艺,拓展应用场景。
精密轴锻件近净成型技术是山西锻造产业升级的重要方向,山西中重重工集团以***设备、创新工艺与严格管控,推动轴锻件制造向高精度、高效率、低成本方向发展,为高端装备制造提供更优质的核心部件。
 关注公众微信号
关注公众微信号 