

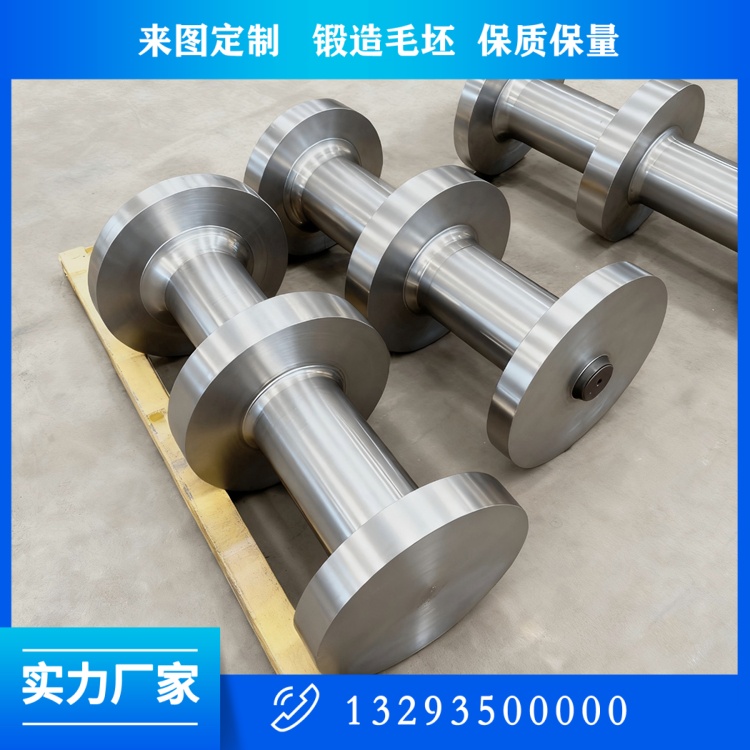
轴锻件是怎么炼成的?从钢锭到成品全流程拆解
很多客户好奇:一根几吨甚至十几吨重的轴锻件,是怎么从一根普通钢锭,变成精度高、强度大、性能稳定的成品?轴锻件生产是一套精密、严谨、环环相扣的系统工程,山西中重重工集团把整个流程总结为六大核心环节:原料精选→加热透热→锻造成型→热处理调质→精密加工→探伤检测,每一步都决定***终品质。
一、原料精选:好料才能出好件
轴锻件性能好不好,70% 取决于原材料。我们绝不使用回收钢、杂钢,全部选用国内大型钢厂的优质钢锭或连铸圆坯,材质包括:
碳钢:45#、50#,用于中低载荷传动轴、普通主轴;
合金钢:40Cr、42CrMo、34CrNiMo6,用于风电、核电、轧机、船舶等重载关键轴;
不锈钢 / 特种钢:304、316、20CrMnTi,用于耐腐蚀、耐磨损、高强度工况。
原料进厂必须经过光谱成分复检、超声波探伤、表面缺陷检查,确认无裂纹、夹杂、疏松,才能进入下一道工序。
二、加热透热:让钢坯 “变软” 又不变质
坚硬的钢坯不能直接锻打,必须加热到塑性***好、又不损伤材质的温度区间。
碳钢:加热到 1150–1250℃;
合金钢:加热到 1100–1200℃。
我们采用智能温控天然气加热炉,实行阶梯式升温:低温缓慢预热、中温充分保温、高温均匀透热,避免局部过热导致晶粒粗大或开裂,确保坯料内外温度一致、塑性均匀。
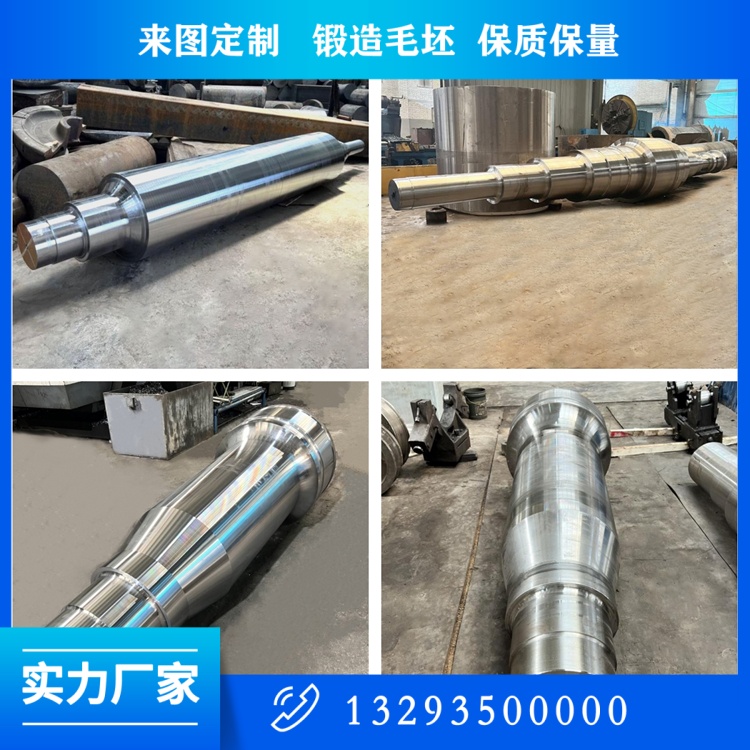
三、锻造成型:万吨压力 “锻” 出强韧筋骨
锻造轴是轴锻件生产的核心灵魂。山西中重重工配备15000 吨自由锻油压机及配套操作机,通过镦粗、拔长、倒棱、滚圆、台阶锻打等工序,把加热后的圆坯锻成轴的大致形状。
关键控制要点:
锻比≥3(重载轴≥5):确保心部组织压实、缺陷锻合、晶粒细化;
终锻温度严控:碳钢≥800℃、合金钢≥750℃,防止低温锻造产生微裂纹;
纤维连续:金属流线沿轴向完整分布,抗疲劳性能大幅提升。
四、热处理调质:调好 “硬度与韧性” 的黄金比例
锻造后的轴件硬度不均、内应力大、不能直接使用,必须进行热处理,目的是:消除内应力、细化晶粒、调整硬度、提升综合力学性能。
常用工艺:
正火:改善切削性能、均匀组织,用于普通碳钢轴;
调质(淬火 + 高温回火):40Cr、42CrMo 等合金钢轴主流工艺,获得 “强而韧” 的性能,硬度 HRC 22–28,冲击韧性好;
表面淬火:轴颈、轴承位局部高频淬火,硬度 HRC 50–55,耐磨耐用。
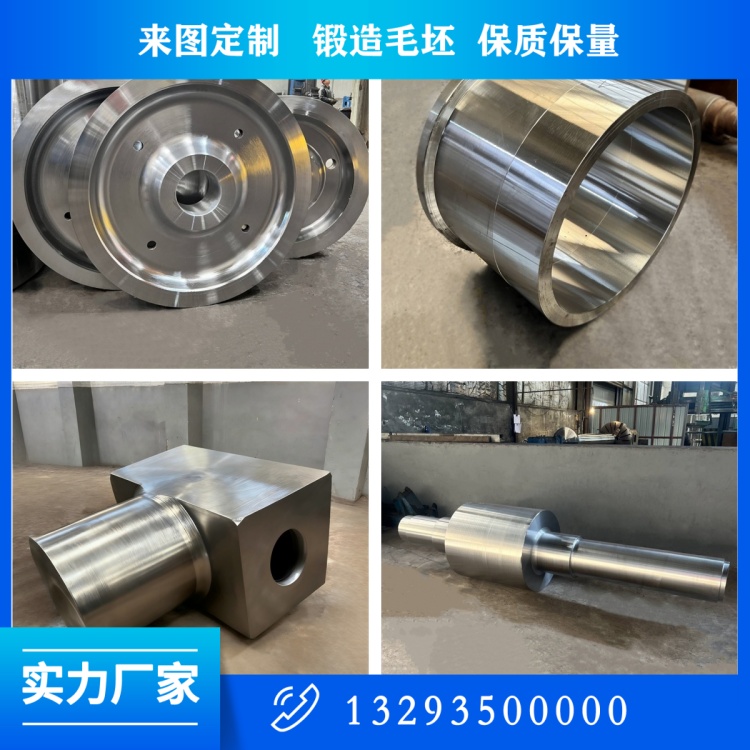
五、精密加工:从 “毛坯” 到 “精品”
热处理后的轴件,进入数控精加工车间,通过车床、磨床、钻床、滚齿机等设备,加工到图纸尺寸精度、表面粗糙度、同轴度、圆跳动等要求。
重点保证:
尺寸精度:IT6–IT7 级,关键轴颈公差控制在 0.01mm 内;
表面质量:轴承位 Ra≤0.8μm,光洁如镜面;
形位公差:直线度≤0.02mm/m,同轴度≤0.01mm。
六、探伤检测:100% 合格才能出厂
山西中重重工建立全流程质量检测体系,每根轴锻件必须通过:
超声波探伤(UT):检测内部疏松、夹杂、裂纹;
磁粉探伤(MT):检测表面及近表面裂纹;
力学性能试验:拉伸、冲击、硬度,确保强度、韧性达标;
尺寸复检:三坐标测量仪、千分尺、百分表全尺寸核对。
七、总结
轴锻件生产,是高温、高压、高精度、高责任的过程。从原料到成品,每一步都容不得半点马虎。山西中重重工坚持 “细节决定成败,品质赢得信任”,用严苛工艺和***设备,打造每一根安全可靠的轴锻件。
 关注公众微信号
关注公众微信号 