

深耕细作・匠心锻造 —— 山西中重重工轴类锻件全流程工艺解析
轴类锻件的品质,源于每一道工序的精益求精;工业装备的可靠,始于每一件锻件的匠心打造。山西中重重工集团专注轴类锻件研发与生产数十年,构建了从原材料甄选到成品交付的全链条精细化工艺体系,以科学的流程、严苛的标准、***的技术,铸就每一件高品质轴类锻件。本文将深度解析山西中重重工轴类锻件从坯料到成品的全流程工艺,揭秘重载核心部件的锻造密码。
一、原材料甄选:从源头把控品质根基
优质原材料是锻造高品质轴类锻件的前提。山西中重重工集团坚持 “源头严控、宁缺毋滥” 的原材料采购原则,与国内大型钢铁企业建立长期战略合作,选用符合国家标准的优质钢锭、钢坯作为原料。原材料入库前,需经过多重严格检测:外观检查无裂纹、折叠、结疤、氧化皮超标等缺陷;尺寸精度检测确保直径、长度符合锻造下料要求;材质成分分析采用光谱仪检测碳、锰、铬、钼、镍等元素含量,确保化学成分***达标,无有害杂质超标;内部质量检测通过超声波探伤排查内部疏松、夹杂、偏析等缺陷,从源头杜绝不合格原材料进入生产环节。
针对不同材质轴类锻件,集团定制专属原材料标准:碳钢轴选用优质碳素结构钢,硫、磷杂质含量严格控制在 0.035% 以下;合金结构钢轴采用真空熔炼或电渣重熔(ESR)工艺生产的钢锭,确保材质纯净度,氧含量≤15ppm,硫含量≤0.005%,非金属夹杂物评级 A 类≤1.5 级、D 类≤1 级,从根本上提升锻件内在质量。
二、***下料:科学规划,减少损耗
下料是锻造轴类锻件生产的***道工序,直接影响后续锻造质量与材料利用率。山西中重重工集团采用数控火焰切割机、锯床等高精度设备进行下料,根据轴锻件成品尺寸、加工余量、锻造收缩率及火耗,***计算坯料重量与长度,确保下料尺寸***无误。
下料过程遵循 “合理规划、减少浪费” 原则:针对大型轴类锻件,采用整锭下料,避免拼接导致的性能不均;中小型轴类锻件采用批量下料,优化切割路径,提高材料利用率;下料后对坯料端面进行平整处理,去除毛刺、氧化皮,避免锻造时产生应力集中或夹杂缺陷。同时,对每批坯料进行标识,注明材质、规格、炉批号,实现全流程可追溯管理。
三、智能加热:均匀控温,筑牢锻造基础
加热是轴类锻件锻造的关键工序,直接影响金属塑性、锻造难度与锻件内部组织。山西中重重工集团配备智能温控加热炉,采用梯度加热技术,***控制升温速度、保温时间与锻造温度,确保坯料内外温度均匀,芯表温差≤15℃,避免局部过热导致晶粒粗大、过烧或温度不足造成锻造开裂。
不同材质坯料采用差异化加热工艺:碳钢坯料加热至 1150-1250℃,保温时间按坯料厚度 1-1.5h/100mm 计算,确保充分受热、塑性***佳;合金结构钢坯料加热至 1100-1200℃,升温速度放缓,避免因导热性差产生热应力裂纹,保温后确保组织均匀、塑性良好;高合金钢、不锈钢坯料加热温度适当降低,采用分段升温工艺,低温阶段缓慢升温,高温阶段保温,防止合金元素偏析与晶粒异常长大。加热过程中,通过红外测温仪实时监测坯料温度,智能系统自动调控炉温,确保温度波动控制在 ±5℃范围内。
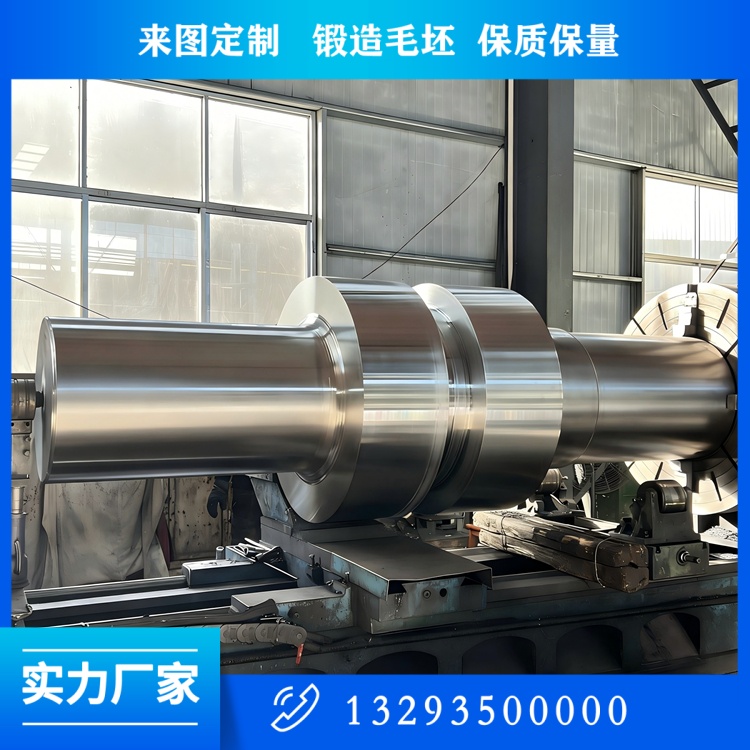
四、精密锻造:千锤百炼,塑造致密组织
锻造是轴类锻件生产的核心环节,通过外力使高温坯料发生塑性变形,破碎铸态组织、细化晶粒、消除缺陷、形成连续纤维流线。山西中重重工集团拥有 15000 吨自由锻油压机及配套操作机,可满足各类大型、重型轴类锻件的锻造需求,采用自由锻造工艺,结合镦粗、拔长、滚圆、冲孔等工序,逐步成型。
锻造过程严格遵循 “变形充分、组织均匀” 原则:首***行镦粗工序,将坯料高度压缩、直径扩大,变形量≥50%,破碎铸态粗大晶粒,消除内部疏松、孔隙缺陷,提升组织致密度;随后进行拔长工序,通过反复锻打使坯料长度延伸、直径缩小,锻造比≥3:1,确保金属纤维流线沿轴件轴向连续分布,提升抗拉、抗弯、抗扭转强度;***后进行滚圆、校直工序,修正外形尺寸,保证轴件圆度、直线度达标。
锻造温度控制至关重要,严格把控始锻温度与终锻温度:始锻温度确保金属塑性***佳、变形抗力***小;终锻温度碳钢≥800℃、合金钢≥750℃,避免低温锻造导致晶粒粗大、韧性下降或产生冷裂纹。锻造过程中,操作人员实时监测锻件尺寸,配合红外测温仪控制温度,确保每一次锻打***到位,塑造组织致密、性能优异的轴类锻件毛坯。
五、锻后热处理:优化性能,平衡强韧指标
热处理是调控轴类锻件力学性能的核心工序,可消除锻造内应力、细化晶粒、均匀组织、调整硬度,使锻件满足不同工况下的强度、韧性、耐磨性要求。山西中重重工集团配备全自动热处理生产线,可实现正火、退火、调质、表面淬火等多种热处理工艺,针对不同材质、规格、用途的轴类锻件,定制专属热处理方案。
常见热处理工艺及作用如下:
正火:将锻件加热至 Ac3 或 Accm 以上 30-50℃,保温后空冷,适用于中碳钢及低合金钢轴件,可细化晶粒、消除锻造应力、均匀组织,改善切削加工性能,防止后续加工变形。
退火:加热至适当温度保温后缓慢冷却,降低锻件硬度,便于切削加工,消除残余应力,稳定尺寸,适用于高碳钢、高合金钢轴件。
调质处理:淬火(加热至 Ac3 以上 30-50℃,保温后水淬或油淬)+ 高温回火(500-650℃保温后空冷),是合金结构钢轴类锻件的核心工艺,可获得回火索氏体组织,实现高强度与高韧性的***佳平衡,大幅提升综合力学性能。
表面淬火:采用感应淬火、激光淬火等方式,对轴颈、配合面等关键部位进行局部加热淬火,提高表面硬度(HRC 50-60)与耐磨性,同时保持心部韧性,适用于承受摩擦、交变载荷的轴件。
热处理过程中,严格控制加热温度、保温时间与冷却速度:淬火冷却根据材质选择水淬(碳钢)或油淬(合金钢),避免冷却过快导致开裂、过慢导致硬度不足;回火温度***调控,温度过高会降低强度,过低会导致韧性不足。通过***热处理,确保轴类锻件力学性能达标:抗拉强度、屈服强度、延伸率、冲击韧性、硬度等指标完全满足设计与工况要求。
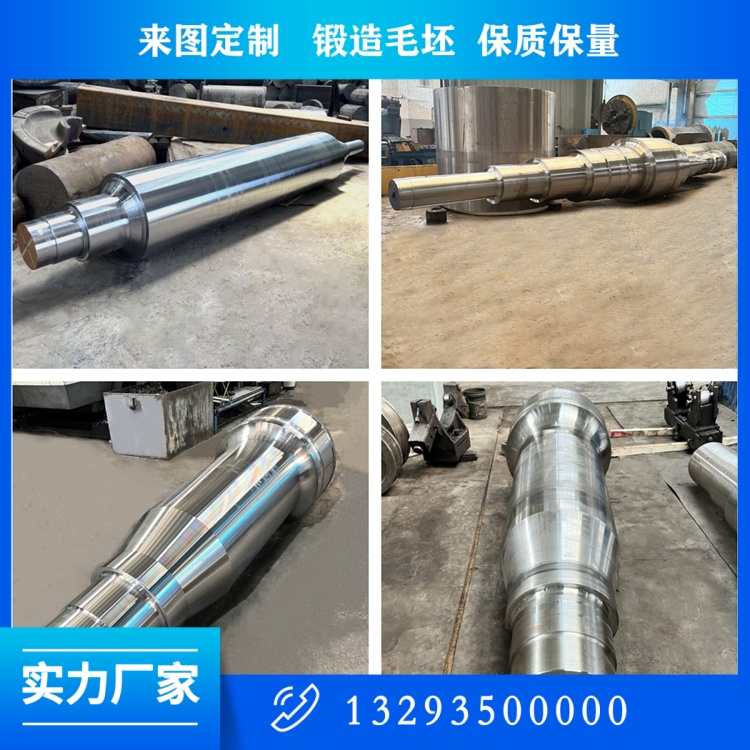
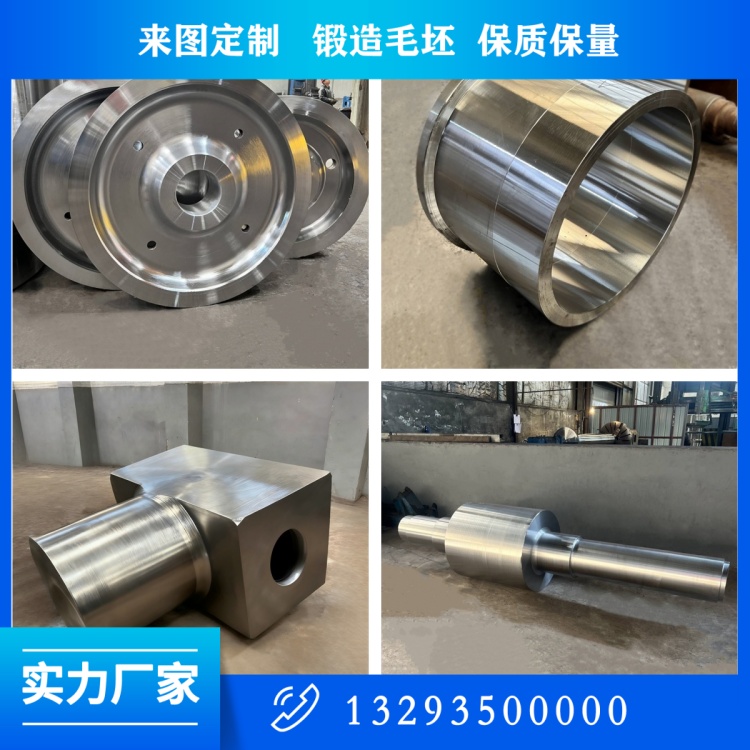
六、精细加工:***塑形,保障尺寸精度
热处理后的轴类锻件毛坯,需经过粗加工与精加工,去除多余余量、修正外形尺寸、提升表面光洁度,确保成品尺寸精度、形位公差与表面质量达标。山西中重重工集团配备数控车床、磨床、钻床等精密加工设备,由专业技术人员操作,实现轴类锻件的精细化加工。
粗加工阶段:采用数控车床车削外圆、端面、台阶,去除表面氧化皮、锻造缺陷,预留 0.3-0.5mm 精加工余量,保证锻件基本外形与尺寸接近成品要求,同时为后续无损检测提供良好表面条件。粗加工过程中,严格控制切削速度、进给量,避免切削力过大导致锻件变形。
精加工阶段:采用高精度数控磨床进行磨削加工,***控制外圆直径、圆柱度、圆度、直线度及台阶长度、同轴度等形位公差,尺寸精度可达 IT6-IT7 级,表面粗糙度 Ra≤0.8μm。对于键槽、螺纹、孔等细节部位,采用专用设备进行精密加工,确保配合精度达标。加工完成后,对轴件进行去毛刺、倒角、抛光处理,提升表面光洁度与美观度,防止装配时划伤零件或产生应力集中。
七、严苛检测:层层把关,杜绝隐患
质量是企业的生命线,山西中重重工集团建立了完善的质量检测体系,配备光谱分析仪、超声波探伤仪、磁粉探伤仪、三坐标测量仪、硬度计、拉伸试验机、冲击试验机等***检测设备,对轴类锻件进行全项目、全方位检测,确保每一件成品无缺陷、性能达标。
检测项目涵盖四大类:
外观与尺寸检测:检查轴件表面无裂纹、折叠、夹杂、锈蚀、划痕等缺陷;采用三坐标测量仪、激光扫描仪检测直径、长度、台阶尺寸、形位公差,确保符合图纸要求。
无损检测:超声波探伤(UT)检测轴件内部疏松、夹杂、裂纹、白点等缺陷;磁粉探伤(MT)检测表面及近表面裂纹、折叠等缺陷,确保内部与表面无隐性隐患。
力学性能检测:从同批次锻件中取样,进行拉伸试验(检测抗拉强度、屈服强度、延伸率、断面收缩率)、冲击试验(检测常温及低温冲击韧性)、硬度试验(检测布氏硬度、洛氏硬度),确保力学性能达标。
金相组织检测:取样进行金相分析,检测晶粒度(要求 5-8 级)、非金属夹杂物评级、组织均匀性,确保内部组织符合标准。
每一件轴类锻件成品,只有通过全部检测项目、各项指标达标后,方可出具质量合格证书,允许出厂交付客户。
八、防腐包装:妥善防护,安全交付
轴类锻件加工检测完成后,需进行防腐处理与包装,防止运输、存储过程中生锈、磕碰、损坏。山西中重重工集团采用专业防腐工艺:对轴件表面进行除锈、脱脂处理后,涂抹防锈油、防锈漆,或进行镀铬、渗氮等表面处理,提升防腐能力。
包装时,根据轴件规格、重量采用不同包装方式:小型轴件采用防水塑料膜包裹后装入木箱,填充缓冲材料防止磕碰;大型、重型轴件采用专用支架固定,包裹防水布,标注产品名称、规格、材质、炉批号、目的地等信息,确保运输过程中稳固、安全、无损伤。
从原材料甄选到成品交付,山西中重重工集团以全流程精细化工艺、严苛质量管控、***技术设备,打造每一件高品质轴类锻件。未来,集团将持续优化工艺、创新技术、升级设备,以更优质的产品、更高效的服务,回馈广大客户的信任与支持,助力中国锻造行业高质量发展。
 关注公众微信号
关注公众微信号 