

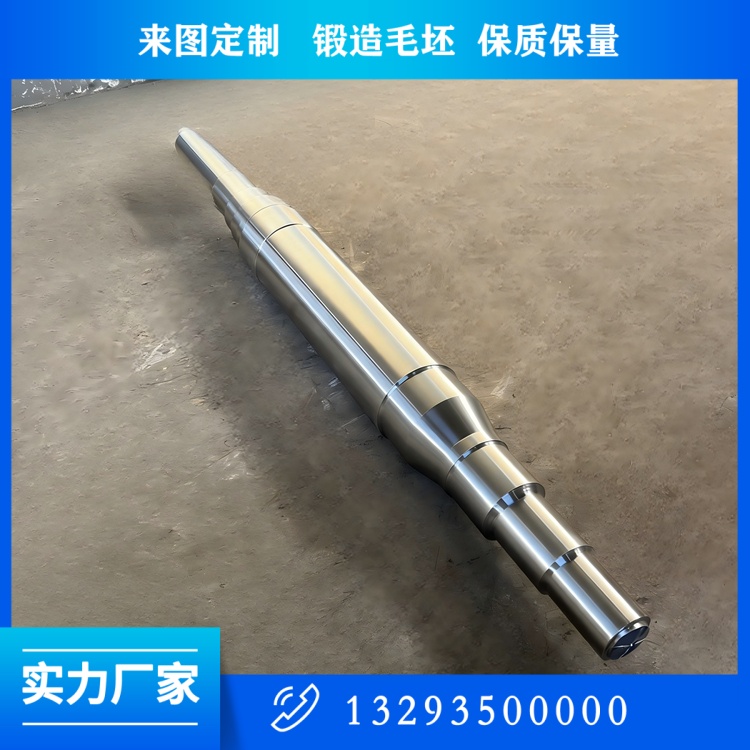
风电主轴锻件 —— 风机 “心脏”,承载 20 年安全运行使命
在 “双碳” 目标***下,风电产业迎来爆发式增长,成为清洁能源领域的核心支柱。风电主轴作为风力发电机组的核心承重与传动部件,被称为风机的 “心脏”,连接轮毂叶片与齿轮箱,承受巨大扭矩、弯曲载荷、交变冲击及恶劣环境考验,需连续稳定运行 20 年以上无失效,其品质直接决定风机整机的安全性、可靠性与使用寿命。山西中重重工集团深耕风电主轴锻件研发与生产多年,凭借***的设备、精湛的工艺、严苛的质量管控,打造出一系列高品质风电主轴锻件,为风电产业高质量发展提供核心部件支撑。
一、风电主轴的核心作用:风机动力传递的关键枢纽
一台 3MW 风力发电机组,叶片直径超 130 米,扫风面积达 13000 平方米以上,风能转化的巨大动能,全部通过风电主轴传递给齿轮箱,再带动发电机发电。风电主轴在风机运行中承担四大核心作用:
传递超大扭矩:承受叶片传来的巨大扭矩,3MW 风机主轴扭矩可达 2000kN・m(相当于 200 吨力・米),将动力平稳传递至齿轮箱。
承受弯曲载荷:叶片自重(单支叶片重 10-20 吨)+ 风力产生巨大弯矩,主轴长期处于弯曲受力状态,需具备高抗弯强度。
抵御交变冲击:风速忽大忽小、风向不断变化,主轴承受高频交变载荷与冲击载荷,易引发疲劳断裂,需具备优异的抗疲劳性能与冲击韧性。
支撑定位稳定:支撑轮毂、叶片、轴承,保证传动系统同轴度与稳定性,防止振动、偏摆,保障风机平稳运行。
风电主轴工况极为苛刻:高空环境(海拔 500-3000 米)、低温(-40~50℃)、风沙、潮湿、盐雾腐蚀,长期连续运行无停机检修机会,对锻造轴轴锻件的材质、性能、精度、可靠性提出极高要求,远超普通轴类锻件。
二、风电主轴锻件核心技术要求:严苛标准,铸就长寿命品质
风电主轴锻件需满足高强度、高韧性、高疲劳寿命、高可靠性、耐腐蚀、尺寸精度高、组织均匀致密等核心技术要求,关键指标如下:
(一)材质要求:高端合金,纯净度至上
风电主轴主流材质为34CrNiMo6 合金结构钢(3MW 以上风机)或42CrMo 合金结构钢(1.5-2MW 风机),其中 34CrNiMo6 因含镍、铬、钼三种合金元素,具备高强度、高韧性、高疲劳寿命、耐高温、抗冲击等综合性能,是大型风电主轴的***材质。材质纯净度要求极高:采用真空熔炼 + 电渣重熔(ESR) 工艺生产钢锭,氧含量≤15ppm,硫含量≤0.005%,非金属夹杂物评级 A 类≤1.5 级、D 类≤1 级,杜绝夹杂、疏松、偏析等内部缺陷,从源头保障内在质量。
(二)力学性能要求:强韧平衡,抗疲劳突出
抗拉强度:≥930MPa(34CrNiMo6);
屈服强度:≥780MPa;
延伸率:≥15%;
断面收缩率:≥45%;
常温冲击韧性:≥34J;
低温冲击韧性(-40℃):≥27J;
硬度:HB 260-300;
疲劳寿命:≥10^7 次循环无断裂。
(三)内部质量要求:零缺陷,组织致密
超声波探伤(UT):无裂纹、疏松、夹杂、白点等内部缺陷,探伤等级达 Ⅰ 级;
磁粉探伤(MT):无表面及近表面裂纹、折叠等缺陷;
金相组织:晶粒度达 7-8 级,组织均匀致密,纤维流线连续完整,无带状组织、魏氏体组织等异常组织。
(四)尺寸精度与表面质量要求:高精度,低粗糙度
尺寸精度:直径公差≤±0.1mm,长度公差≤±1mm,圆柱度≤0.05mm/m,同轴度≤0.03mm;
表面粗糙度:Ra≤0.8μm;
表面无裂纹、划痕、锈蚀、毛刺等缺陷。
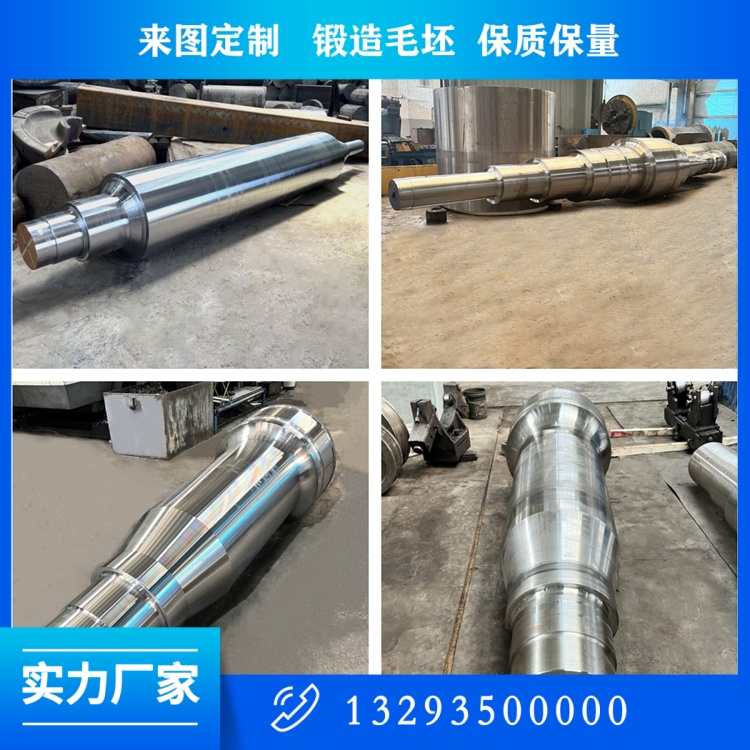
三、山西中重重工风电主轴锻件生产工艺:精工细作,锻造精品
山西中重重工集团拥有15000 吨自由锻油压机、智能温控加热炉、全自动热处理生产线、精密数控加工设备及全套检测设备,具备生产直径 500-1500mm、长度 3000-8000mm、重量 5-50 吨风电主轴锻件的能力,生产工艺全程精细化管控。
(一)原材料甄选:高端钢锭,纯净度保障
选用国内***钢铁企业生产的34CrNiMo6 或 42CrMo 电渣重熔钢锭,入库前经光谱分析、超声波探伤、低倍组织检验,确保材质成分***、内部无缺陷、纯净度达标。
(二)***下料:科学规划,减少损耗
根据主轴成品尺寸、加工余量、锻造收缩率,采用数控锯床***下料,确保坯料尺寸***,标识清晰,全流程可追溯。
(三)梯度加热:均匀控温,塑性***优
采用智能温控加热炉,分段梯度加热:低温阶段缓慢升温(≤50℃/h),避免热应力裂纹;中温阶段保温,均匀组织;高温阶段加热至 1100-1150℃,保温 4-8 小时(按坯料厚度),确保内外温度均匀、塑性***佳,无晶粒粗大、过烧缺陷。
(四)自由锻造:多向锻打,组织致密
采用 15000 吨自由锻油压机,镦粗→拔长→滚圆→校直多工序锻造:镦粗变形量≥50%,破碎铸态组织、消除疏松;拔长锻造比≥3:1,细化晶粒、形成连续纤维流线;严格控制始锻温度 1050-1150℃、终锻温度≥850℃,确保组织均匀、性能优异。
(五)调质热处理:强韧平衡,性能达标
采用全自动热处理生产线,淬火 + 高温回火调质处理:淬火加热至 860-880℃保温后油淬,形成马氏体组织;回火加热至 560-620℃保温后空冷,形成回火索氏体组织,平衡高强度与高韧性,确保力学性能达标。
(六)精密加工:数控打磨,精度保障
采用数控车床、高精度磨床进行精加工,严格控制尺寸精度、形位公差与表面粗糙度,确保同轴度、圆柱度达标,表面光洁无缺陷。
(七)全项检测:层层把关,零缺陷交付
成品经超声波探伤、磁粉探伤、三坐标尺寸检测、硬度测试、拉伸试验、冲击试验、金相组织分析等全项检测,各项指标达标后出具质量合格证书,方可出厂。
四、风电主轴锻件常见失效风险与防控措施
风电主轴长期承受交变载荷、冲击载荷与恶劣环境影响,易出现疲劳裂纹、断裂、磨损、腐蚀、变形等失效风险,直接导致风机停机、甚至重大安全事故。山西中重重工集团通过工艺优化、质量管控、技术创新,构建全流程失效防控体系。
(一)疲劳裂纹与断裂风险
成因:材质纯净度不足、夹杂物超标、纤维流线不连续、热处理不当、表面缺陷、交变载荷长期作用。防控措施:采用电渣重熔钢锭,严控杂质含量;优化锻造工艺,确保纤维流线连续;***调质热处理,提升抗疲劳性能;精加工后表面抛光,消除应力集中;出厂前 100% 无损检测,排查隐性裂纹。
(二)磨损风险
成因:轴颈部位与轴承长期摩擦、润滑不良、表面硬度不足。防控措施:轴颈部位采用感应淬火,提升表面硬度(HRC 55-60)与耐磨性;优化表面光洁度,减少摩擦阻力;出厂前进行耐磨测试,确保耐磨性能达标。
(三)腐蚀风险
成因:高空潮湿、盐雾、风沙腐蚀,表面防护不足。防控措施:采用耐腐蚀材质(34CrNiMo6);表面进行防锈油 + 防锈漆双重防腐处理;关键部位可进行渗氮、镀铬处理,提升防腐能力。
(四)变形风险
成因:热处理残余应力、锻造变形、加工应力、长期载荷作用。防控措施:锻后正火消除锻造应力;***热处理,控制残余应力;精加工前时效处理,稳定尺寸;出厂前校直,确保直线度达标。
五、山西中重重工风电主轴锻件优势与案例
(一)核心优势
设备***:15000 吨自由锻油压机,可满足大型风电主轴锻造需求,压力充足、锻造均匀。
工艺精湛:多向锻造、梯度加热、***调质、精密加工,全流程精细化管控。
质量严苛:全项无损检测、力学性能检测、金相分析,零缺陷交付。
经验丰富:深耕风电主轴锻件多年,服务多家头部风电企业,累计交付千余件主轴锻件,无失效案例。
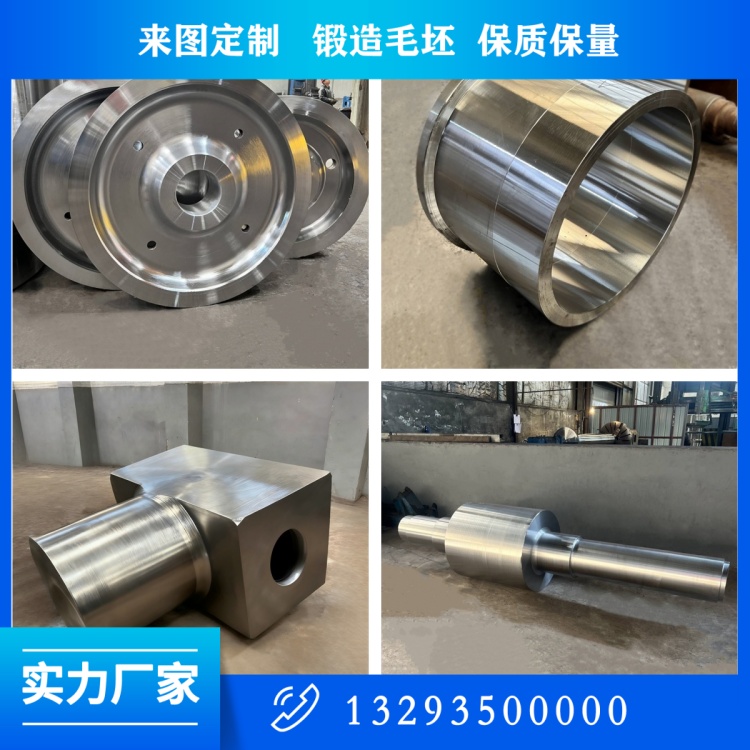
定制能力强:可根据客户风机型号、工况需求,定制不同规格、材质的风电主轴锻件。
(二)典型案例
山西中重重工集团为国内某头部风电企业定制3.6MW 风电主轴锻件,材质 34CrNiMo6,长度 6500mm,直径 850mm,重量 28 吨。产品经全流程工艺生产与严苛检测,各项指标远超行业标准,已在内蒙古、山西风电场稳定运行 5 年,无任何故障,获客户高度认可。
六、风电主轴锻件行业发展趋势与展望
随着风电产业向大型化、海上化、智能化发展,风机单机容量不断提升(从 3MW 向 10MW + 迈进),对风电主轴锻件的尺寸、重量、性能、可靠性要求持续提高。未来,风电主轴锻件行业将呈现四大发展趋势:
材质高端化:34CrNiMo6 逐步成为主流,超高纯净度合金、特种不锈钢、钛合金将在海上风电主轴中应用。
工艺智能化:AI 智能调控加热、锻造、热处理参数,数字孪生构建全生命周期模型,提升工艺稳定性与产品一致性。
产品大型化:适配 10MW + 大型风机,主轴长度超 10 米、重量超 50 吨,对锻造设备能力提出更高要求。
寿命长效化:通过材质优化、工艺创新、表面强化,主轴设计寿命从 20 年向 25-30 年提升,降低全生命周期成本。
风电产业前景广阔,核心部件是关键。山西中重重工集团将持续聚焦风电主轴锻件领域,加大研发投入、升级设备工艺、提升质量标准,打造更高品质、更高性能、更长寿命的风电主轴锻件,助力中国风电产业高质量发展,为 “双碳” 目标实现贡献重工力量。
 关注公众微信号
关注公众微信号 