

全流程匠心管控 筑牢品质防线 —— 中重重工轴锻件质量管控体系
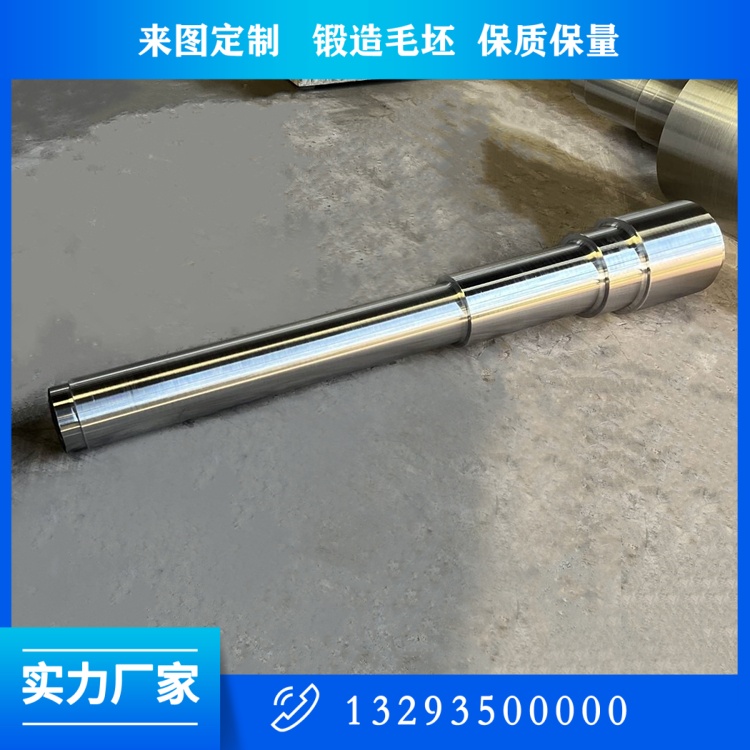
轴锻件作为工业装备的核心传动部件,其质量直接关联设备运行安全、生产效率与人员财产安全。高端轴锻件长期处于重载、高速、交变载荷、极端温度、强腐蚀等恶劣环境中,一旦出现内部裂纹、组织疏松、尺寸偏差、表面缺陷等问题,极易引发设备停机、部件断裂,甚至造成重大安全事故。因此,零缺陷、高可靠、长寿命是轴锻件生产制造的核心目标。山西中重重工集团始终将质量作为企业发展的生命线,搭建起覆盖原材料采购、生产加工、成品检测、出厂交付的全生命周期闭环质量管控体系,配备专业质控团队、***检测设备与严苛检验标准,实现每一件轴锻件全程可追溯、缺陷可防控、性能有保障。
我司质量管控体系以全员参与、全工序覆盖、全流程追溯为三大核心,构建源头严控、过程严管、成品严检、持续改进的四级管理机制,让质量管控贯穿生产每一个环节,做到无死角、无漏洞。
在全员质量管控层面,公司建立层级化质量责任制度,由总经理统筹质量管理工作,质量部门主导检验标准落地,技术部门提供工艺支撑,生产部门严格执行作业规范,全体一线员工落实岗位质量职责。各岗位签订质量责任书,质量指标纳入绩效考核。同时公司定期开展质量培训、技能比武、缺陷案例分析,不断强化全员质量意识,提升操作熟练度与问题识别能力,让重视品质、把控细节成为全体员工的自觉行为。
全工序覆盖是把控产品品质的关键。锻造轴锻件生产工序繁多、工艺链条长,任何一道工序出现偏差,都会影响***终成品质量。我司在原材料入厂、坯料加热、锻造成型、热处理、机械加工、无损检测、外观检验、包装发货八大环节,设置数十个关键质控点,明确每一个环节的检验项目、判定标准与流转要求。严格执行 “上道工序不合格,绝不流入下道工序” 的作业准则,坚守不合格原料不投产、不合格半成品不流转、不合格成品不出厂三大底线,从流程上阻断缺陷产品流转。
全流程追溯体系为产品质量提供凭证支撑。公司引入数字化产品追溯系统,为每一件轴锻件分配***产品编号,相当于产品的专属 “身份档案”。原材料炉号、化学成分报告、入厂检测数据,生产过程中的加热温度曲线、锻造压力参数、热处理温区记录,精加工尺寸数据、无损检测报告、力学性能试验结果等所有资料,全部录入系统***存档。客户可凭借产品编号,随时查询产品全生产流程信息,生产过程透明化,质量有据可查。
原材料管控是品质的***道关口,也是杜绝先天缺陷的根本。我司建立严格的供应商准入与动态评估机制,长期合作的钢材供应商均为国内大型正规钢厂,具备特种设备用材生产资质与完善的质量体系。我们定期对供应商进行实地考察、产品抽检、资质复审,淘汰质量不稳定的合作方,从供应链源头保障原料品质。所有钢锭、连铸坯到货后,***时间开展全项检测:利用直读光谱仪检测化学元素含量,严控有害杂质;通过超声波探伤排查内部疏松、缩孔、裂纹;借助力学试验机完成拉伸、冲击、硬度测试;人工结合量具检查外观与外形尺寸。所有检测项目全部合格后方可入库,不合格原料直接拒收。

生产过程管控聚焦四大核心工序,***把控工艺参数。加热环节使用智能控温炉,实时记录温度变化,质检人员定时巡检,防止坯料过烧、脱碳、加热不均。锻造环节依托大型锻造设备,严格执行锻造比、终锻温度等工艺要求,现场质检人员全程跟班,实时监测轴体直径、直线度、圆度等外形参数,及时调整作业参数,避免弯曲、偏心、表面裂纹等问题。热处理根据材质与性能要求定制工艺,全程记录温度、保温时长、冷却速度,完工后检测硬度、金相组织与残余应力,确保组织稳定、应力彻底消除。机械加工分为粗、中、精多道工序,粗加工后增设去应力处理,精加工利用三坐标、激光跟踪仪等设备,***检测形位公差与表面粗糙度,保证装配精度。
成品检测是产品出厂前的***后一道防线,我司实行 100% 全项检测制度。无损检测环节,采用超声波探伤检测内部深层缺陷,磁粉探伤、渗透探伤排查表面及近表面微裂纹,全方位排查隐患。力学性能检测从产品本体取样,完成拉伸、常温及低温冲击、硬度、金相分析等试验,验证产品综合服役性能。外观检验逐件排查表面锈蚀、磕碰、毛刺、氧化皮等问题,确保外观完好。完成所有检测项目并出具正式报告后,产品方可进入包装环节。包装采用防锈膜、防潮膜、实木托盘、定制木箱组合方式,做到防潮、防锈、防磕碰、防变形,保障产品长途运输完好无损。

此外,公司建立质量持续改进机制,定期召开质量分析会议,汇总生产数据、检测结果与客户反馈,深度分析质量问题根源,制定整改方案与预防措施,形成发现、分析、解决、预防的闭环管理。同时持续引进新型检测设备与智能管控系统,不断优化质控流程。
数十年匠心坚守,山西中重重工凭借完善的质量管控体系,让轴锻件产品品质稳居行业前列。未来我们将继续以严苛标准守护品质,以精益求精的态度打磨产品,为各行业客户提供安全、可靠、耐用的轴锻件产品。
 关注公众微信号
关注公众微信号 