

风电主轴锻件选材、锻造工艺与全流程质量管控详解
风电主轴是风力发电机组的核心承载传动部件,连接叶轮轮毂与齿轮箱,长期承受巨大弯矩、交变扭矩、瞬时冲击载荷,陆上高寒风机需耐受-40℃超低温环境,海上风机还要面临盐雾腐蚀、高湿交变工况,主轴品质直接决定风机20至25年设计使用寿命,是风电装备国产化的核心关键锻件。山西中重重工集团紧跟风电大兆瓦升级趋势,专注陆上、海上大功率风电主轴锻件生产,依托成熟锻造工艺、重型生产设备与严苛质控体系,成为国内多家风电整机厂定点配套供应商,产品广泛应用于陆上大兆瓦风场与海上离岸风电项目。
风电主轴选材严格适配工况场景,区分陆上、海上、高寒不同使用环境***配比。3MW以下中小型陆上风机主轴普遍采用42CrMo铬钼合金钢,调质处理后综合力学性能均衡,性价比突出,满足常规轻中度重载工况需求。3MW以上大兆瓦陆上风机及全系列海上风电主轴,统一选用34CrNiMo6高端镍铬钼合金钢,该材质淬透性极强,大截面轴件表层至芯部性能均匀统一,低温韧性优异,-40℃低温冲击功稳定达标,抗疲劳、抗脆断、抗交变载荷能力突出,适配海上复杂恶劣工况。滨海高盐雾区域风机主轴可选用17-4PH、FV520B沉淀硬化不锈钢,强化抗氯离子腐蚀性能,有效延缓锈蚀老化,延长设备服役周期。公司原材料全部选用电渣重熔钢锭,大幅降低非金属夹杂物含量,原料进厂后经过光谱成分检测、毛坯全厚度超声波探伤双重核验,不合格坯料直接退回,从源头保障原料品质。
锻造轴工艺以“高锻比、细晶粒、流线完整、控形校直”为核心标准,采用多次镦粗压实、分段分级拔长、轴肩局部聚料、精整静压校直的复合成型工艺。依托15000吨油压机充足穿透压力,分两次镦粗压实坯料,变形量***控制在35%左右,彻底锻合钢锭内部疏松缩孔缺陷。拔长过程分段控温、逐级延展,根据主轴阶梯尺寸更换专用工装,对轴肩加厚位置局部聚料锻压,避免轴肩根部金属流线切断造成应力薄弱区。生产全程红外实时测温,严格区分材质设定锻打温度区间,杜绝低温冷锻导致的内部撕裂缺陷。长轴成型后采用专用静压工装***校直,将主轴全长直线度控制在千分之零点三以内,有效解决长轴自重弯曲、偏心变形等行业通病。

热处理是提升风电主轴低温韧性与抗疲劳性能的关键工序,区别于普通机械轴调质工艺,风电主轴采用分段式梯度调质工艺,***控制淬火冷却速率,避免厚大截面内外温差过大产生淬火裂纹。高温回火充分释放锻造与淬火残余应力,***平衡高强度与高韧性,让轴锻件整体力学性能均匀稳定。热处理炉全程智能控温,温度曲线自动留存归档,工艺全程可追溯。热处理完成后,从主轴本体切取标准试样,开展常温拉伸、高低温冲击、硬度、金相全项力学检测,高寒、海上项目额外进行超低温冲击测试,所有指标达标后方可进入精加工环节,全方位保障产品适配严苛风电工况。

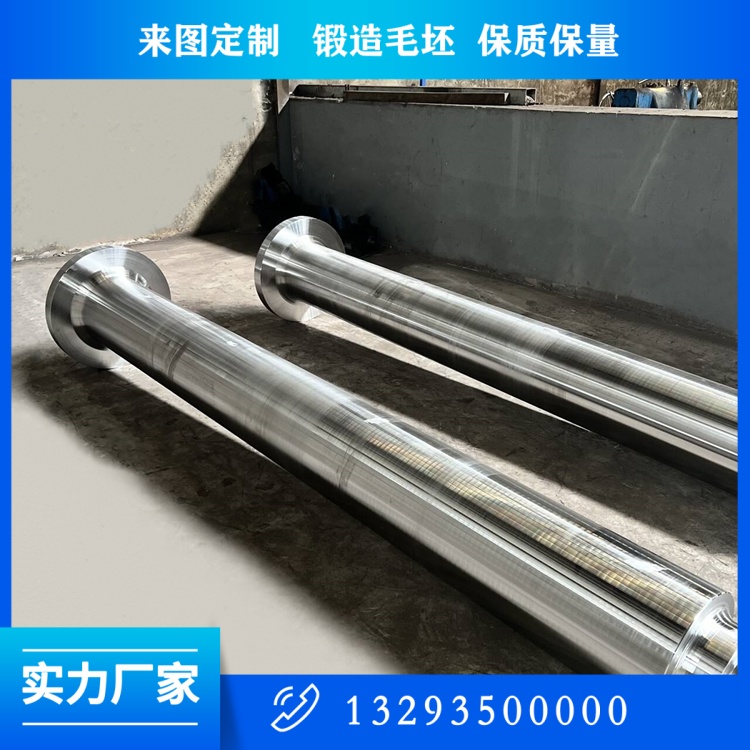
成品质检执行三级验收制度,首件全尺寸精密测绘、批量定时抽检、成品100%无损探伤。所有风电主轴全部完成全长超声波探伤与表面磁粉探伤,重点对轴肩过渡圆角、应力集中区域加密探伤点位,杜绝微裂纹、细微夹层等隐蔽缺陷。山西中重重工集团可定制外径350mm至1600mm、总长3米至11米、单件5吨至50吨全品类风电主轴,支持毛坯供货与精加工成品一站式交付,客户收货即可直接装配使用。凭借稳定可靠的产品品质与完善的配套服务,公司持续打破高端风电主轴进口依赖,助力国内风电产业链降本增效、国产化高质量发展。
 关注公众微信号
关注公众微信号 