

轴锻件全链条精加工配套优势,毛坯到成品一站式交付
传统轴锻件采购模式中,客户采购锻造毛坯后,需单独对接第三方机加工厂完成二次精加工,多方协作存在沟通繁琐、周期冗长、毛坯转运磕碰损伤、锻造基准与机加工基准不匹配、质量问题多方推诿等诸多痛点,严重拖累项目进度、抬高综合采购成本。山西中重重工集团打造“锻造+热处理+数控精加工+成品检测+防锈交付”全产业链闭环生产模式,配备全套大型精密数控加工设备,实现轴锻件从钢锭毛坯到精密成品的一站式交付,省去客户外协加工环节,有效降本增效、缩短工期,获得风电、石化、矿山、船舶全行业客户广泛认可。
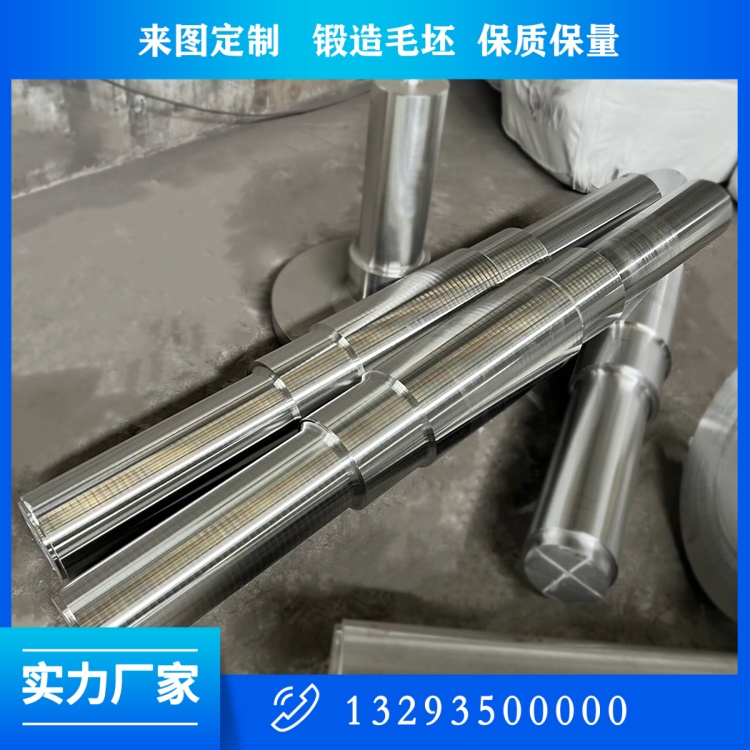
公司精加工设备集群规格齐全、精度***,拥有1.25米至6.3米全系列数控立车、***大加工长度20米的重型数控卧车、数控龙门镗铣床、高精度外圆磨床、三坐标精密检测仪等上百台精密设备,可***覆盖外径60mm至2000mm、总长0.3米至12米全品类轴锻件精加工需求。短粗阶梯轴采用数控立车一次性装夹精车,尺寸精度稳定可控;超长重型主轴依托20米重型卧车整体一体加工,杜绝分段装夹产生的同轴度偏差;带键槽、坡口、异形开孔的非标轴,通过镗铣复合中心完成多工序加工。成品尺寸公差可***控制在±0.02mm以内,圆度、同轴度、端面平行度等形位公差优于行业标准,完全满足高端精密设备装配要求。
锻造轴毛坯完成热处理后,直接在厂区闭环转运至精加工车间,无需跨厂、跨区域运输吊装,从根源避免毛坯磕碰划伤、弯曲变形、表面损伤等损耗,大幅降低产品报废率。工艺团队在锻造阶段提前对接客户精加工图纸,***核算加工余量,常规单边余量控制在5至12mm,既避免余量过大造成原料与工时浪费,也杜绝余量不足导致成品报废,实现锻造工艺与精加工工艺无缝衔接,彻底解决行业基准不匹配的常见问题。

热处理工序厂内自主完成,精加工前通过正火、调质、固溶等工艺彻底消除锻造残余应力,规避精加工后应力释放导致的轴体弯曲、尺寸超差问题。针对高端精密轴锻件,精加工完成后额外增加低温去应力回火工序,稳定成品尺寸精度,确保长期仓储、设备运行无变形、精度无衰减。相较于传统外协加工模式,公司一站式交付可减少2至3次吊装转运、一次跨区物流,客户综合采购成本降低8%至16%,项目交付周期缩短15至30天,大幅提升项目落地效率。

公司提供两种灵活交付模式,适配不同客户需求:一是毛坯交付,完成锻造、热处理、无损探伤,客户自主精加工;二是全精密成品交付,按图纸完成外圆精车、轴肩、键槽、坡口、倒角全工序加工,清洁防锈、打包封装后发货,客户可直接装配使用,适配工期紧张、外贸出口、高端精密项目。成品出库前,质检团队二次全尺寸复测、复检无损缺陷,将尺寸检测报告、材质质保书、热处理曲线、探伤证书全套资料随货交付,质量责任统一归属中重重工,售后问题一站式对接处理。依托全产业链一站式配套优势,山西中重重工集团成为国内多家大型装备集团定点供应商,持续为客户降本增效、提质提速。
 关注公众微信号
关注公众微信号 