

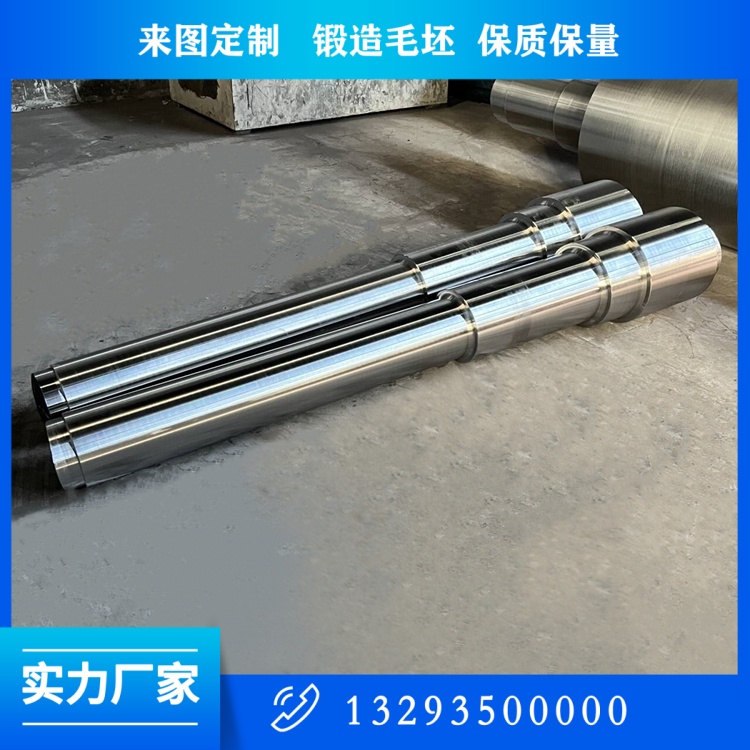
轴锻件锻造工艺关键控制点解析
锻造是轴锻件制造的核心工序,直接决定轴件内部质量、组织状态、力学性能和外形精度。一套成熟、稳定、可控的锻造工艺,是生产高品质轴锻件的基础。山西中重重工在长期生产实践中,形成了完善的轴锻件锻造体系,对加热、锻造、变形、温度、流线等关键环节实施严格控制,确保每件轴锻件都具备优良的内部质量和稳定性能。
原料准备是锻造轴质量的源头。公司只选择资质齐全、质量稳定的大型钢厂供应的钢锭或轧制坯料,材质包括 45#、40Cr、42CrMo、34CrNiMo6、304、316 等。原料进厂后必须进行***复检:光谱分析化学成分,确保符合标准;力学性能试样测试,验证强度、塑性、韧性;超声波探伤检测内部缺陷,杜绝疏松、偏析、夹杂、裂纹等不合格坯料流入生产环节。合格坯料经数控锯床下料,尺寸***,余量均匀。
加热环节的核心是均匀透热、防止缺陷。轴锻件加热采用智能温控燃气加热炉或电阻炉,温度控制精度高,温度曲线可记录、可追溯。加热工艺采用阶梯式升温制度:低温阶段缓慢预热,避免因升温过快产生巨大热应力导致坯料开裂;中温阶段充分保温,使热量逐步传递到坯料心部;高温阶段保证透热均匀,提升金属塑性。不同材质加热温度不同:碳钢一般控制在 1150-1250℃,合金钢 1100-1200℃,高合金钢 1080-1180℃。加热过程严格避免过热、过烧、氧化脱碳等问题。
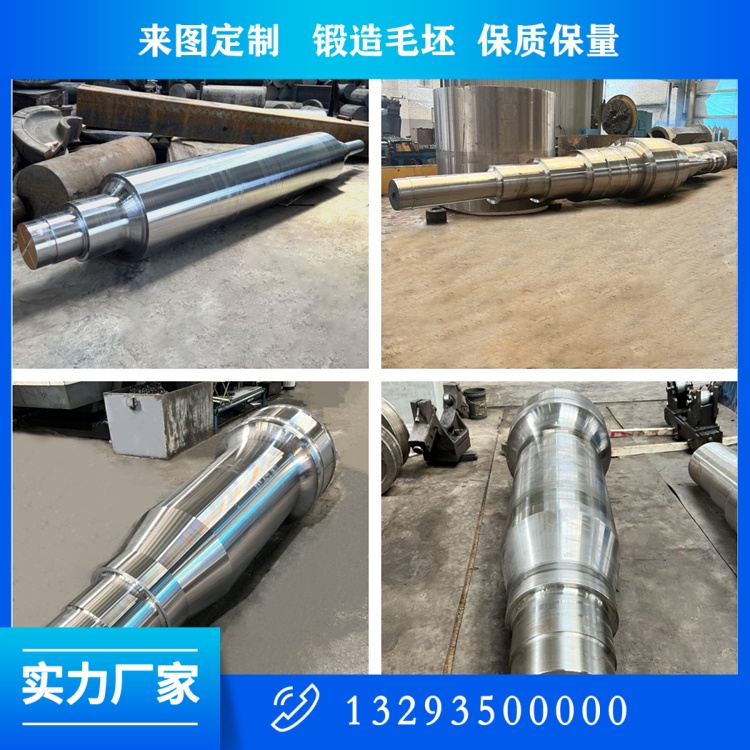
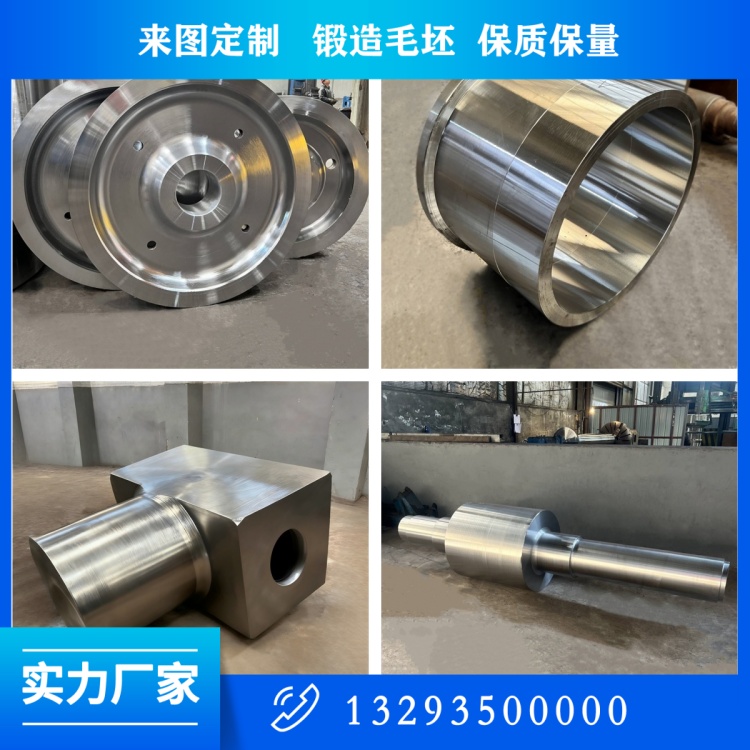
锻造变形过程是提升轴件质量的关键。公司采用大吨位数控快锻机组,可实现高精度、大压力、稳定成型。轴锻件多采用自由锻工艺,通过镦粗、拔长、倒棱、滚圆等工序,逐步成型为台阶轴、光轴、空心轴等不同结构。锻造过程重点控制锻比,一般轴件锻比不低于 3,关键重载轴件锻比达到 5 以上,高端能源轴锻件比可达 6 以上,确保心部组织充分压实,缺陷锻合,晶粒细化。
终锻温度是重要控制指标。碳钢终锻温度不低于 800℃,合金钢不低于 750℃,避免在低温下锻造产生加工硬化、内部微裂纹和组织不均匀等问题。锻造过程中及时清除氧化皮,防止压入工件表面形成折叠、夹杂等缺陷。同时,合理控制变形速度和变形量,保证金属流动顺畅,轴件尺寸稳定。
金属流线控制是轴锻件抗疲劳性能的重要保障。通过合理安排锻造工序和变形方向,使金属流线沿轴体轴向连续分布,与受力方向一致,避免流线被切断、紊乱、回流,从而显著提高轴件的抗疲劳、抗扭转、抗断裂能力。对于长轴类、阶梯轴类锻件,这一控制尤为关键。
锻造完成后,轴件需按照材质和规格进行相应的锻后热处理,如去应力退火、等温退火、正火等,目的是消除锻造残余应力,均匀组织,改善切削加工性能,为后续***终热处理做好准备。大型合金钢轴件还需进行专门的去氢处理,防止氢致裂纹产生。
锻造过程实行全程记录与巡检制度,操作人员严格按照工艺文件执行,技术人员和质检人员实时监控温度、尺寸、表面质量和变形参数,发现问题及时调整。通过对锻造全流程关键点的***控制,山西中重重工有效保证了轴锻件内部质量稳定、性能可靠、尺寸精度高,满足各行业高端装备的使用要求。
 关注公众微信号
关注公众微信号 