

轴锻件质量控制与全流程检测体系
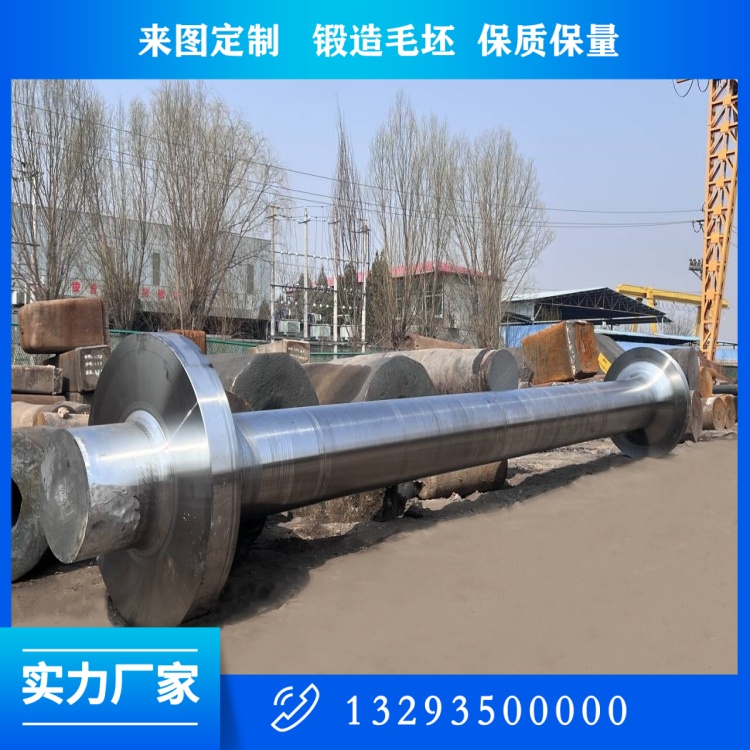
轴锻件作为装备核心承载部件,其质量直接关系设备安全、运行稳定和使用寿命。任何微小缺陷都可能引发严重后果。山西中重重工建立覆盖原料、生产、成品全流程的质量控制与检测体系,严格执行国家标准和企业内控标准,实行 “预防为主、过程严控、成品全检” 的质量管理模式,确保每件轴锻件均为合格产品。
原料质量控制是***道防线。公司对所有进厂钢锭、圆钢进行严格复检:查验原厂材质单、质量证明书;采用光谱分析仪进行化学成分分析,确保 C、Si、Mn、S、P、Cr、Mo、Ni 等元素符合标准;进行拉伸、冲击、硬度等力学性能试验;对坯料进行 100% 超声波探伤,检查内部是否存在疏松、偏析、夹杂、裂纹等缺陷;检查表面质量,杜绝裂纹、折叠、结疤等不合格原料。只有全部项目合格,方可投入生产。
生产过程质量控制贯穿锻造、热处理、机械加工全环节。锻造轴阶段,实时监测加热温度、终锻温度,记录锻比、变形量,巡检表面质量和尺寸精度,防止过热、过烧、裂纹、折叠等缺陷。热处理阶段,监控炉温均匀性、保温时间、冷却方式,确保热处理工艺稳定执行,每炉产品留存温度曲线记录,实现全程可追溯。加工阶段,控制加工余量、尺寸公差、形位公差和表面粗糙度,实行操作工自检、班组长复检、质检员专检制度,确保加工质量稳定。
成品轴锻件必须经过全项检测合格后方可出厂。
尺寸与形位公差检测:使用卡尺、千分尺、高度尺、三坐标测量仪等设备,检测直径、长度、台阶尺寸、同轴度、圆度、圆柱度、直线度、垂直度等,确保符合图纸要求。关键精密轴件尺寸精度可达 IT6-IT7 级,表面粗糙度 Ra≤0.8μm。
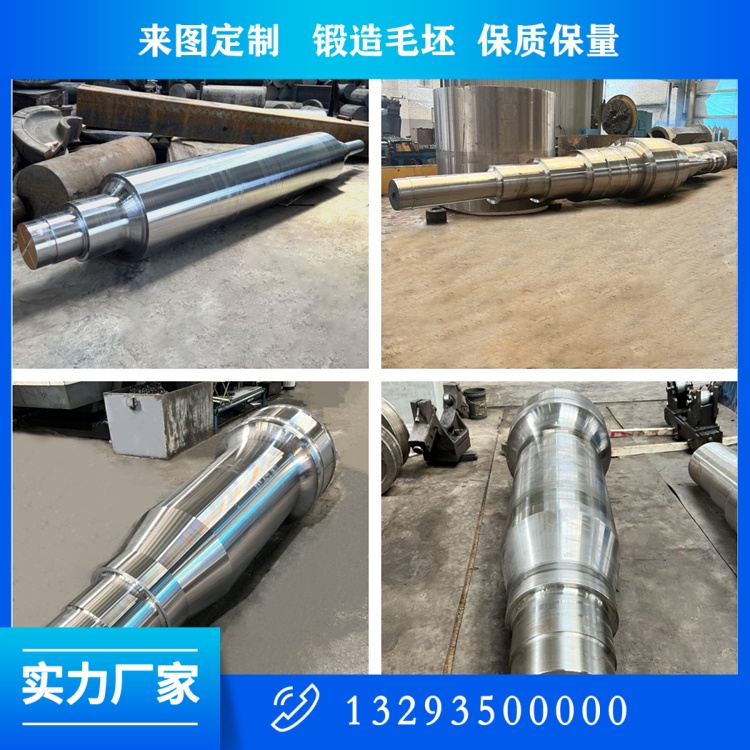
力学性能检测:按照标准取样进行拉伸试验、冲击试验、硬度测试,确保抗拉强度、屈服强度、伸长率、断面收缩率、冲击功、硬度等指标满足材质标准和客户技术协议。不同材质调质后均有明确性能指标,确保轴件承载能力可靠。
无损检测是判断轴锻件内部和表面缺陷的重要手段。超声波探伤 UT 用于检测内部缺陷,如裂纹、夹杂、疏松等,执行 GB/T 6402 标准,严格控制缺陷当量。磁粉探伤 MT 用于检测铁磁性材料表面及近表面缺陷,如裂纹、发纹、折叠等,执行 JB/T 6061 标准,不允许任何危害性缺陷。渗透探伤 PT 用于不锈钢等非磁性材料表面缺陷检测,确保耐腐蚀环境用轴件表面无缺陷。
金相组织检测:通过金相显微镜观察晶粒度、非金属夹杂物、带状组织、金相组织状态等,判断组织是否均匀、晶粒是否细化、有无过热组织等,保证材料内部质量优良。
材质复核:成品再次进行光谱分析,确认材质与投料一致,避免混料问题。
所有检测数据均记录存档,每件产品拥有***标识,实现从原料到成品的全流程追溯。公司严格执行不合格品控制程序,一旦检测发现不合格,立即隔离、标识、分析原因、采取纠正措施,坚决杜绝不合格产品出厂。
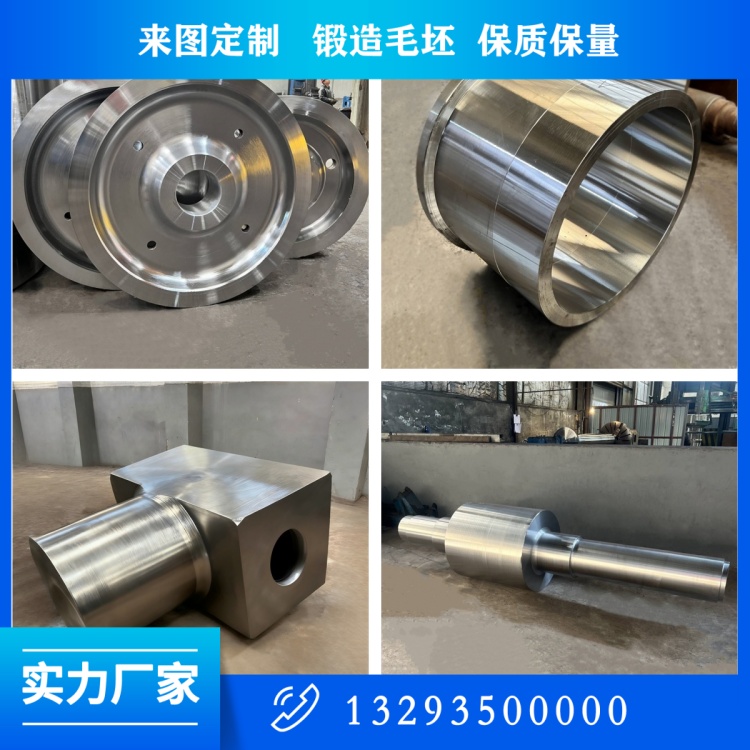
通过完善的质量控制体系和严格的全流程检测,山西中重重工轴锻件具备高可靠性、高稳定性、高安全性,广泛应用于高端装备制造领域,赢得了客户的长期信任。
 关注公众微信号
关注公众微信号 