

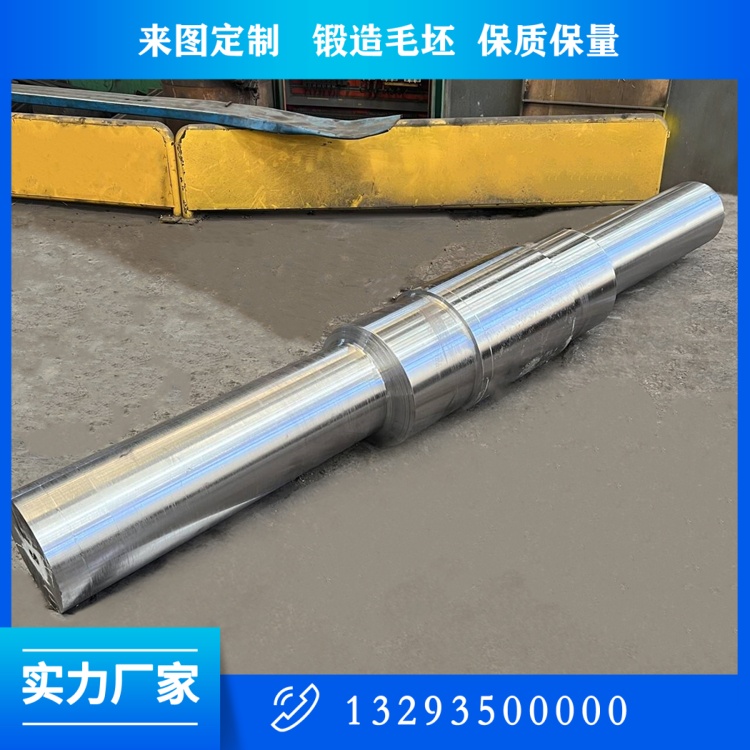
轴锻件常见缺陷成因分析与预防控制措施
轴锻件在原料、锻造、热处理、加工等生产环节中,受材料、设备、工艺、操作等因素影响,可能出现各种缺陷,如裂纹、疏松、夹杂、折叠、白点、变形、硬度不均等。缺陷不仅影响产品外观和尺寸,更会降低力学性能、使用寿命和可靠性,严重时可导致轴件失效。山西中重重工通过长期生产实践,总结轴锻件常见缺陷成因,并形成系统的预防和控制措施,有效降低缺陷率,提升产品合格率。
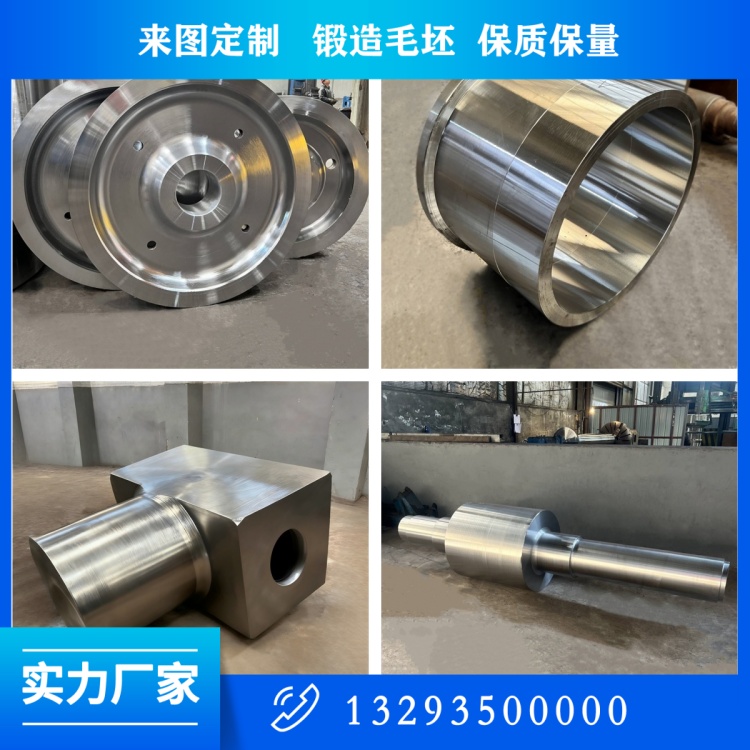
原料相关缺陷主要包括内部疏松、偏析、夹杂、缩孔残余、表面裂纹、折叠、结疤等。成因主要是钢锭铸造质量不佳、脱氧不良、杂质过多、表面处理不到位、运输磕碰等。预防措施:选用优质高纯净钢锭,优先电渣重熔钢锭;原料进厂 100% UT 探伤和表面检测,不合格坚决拒收;锻造采用足够锻比,通过镦粗拔长锻合内部缺陷。
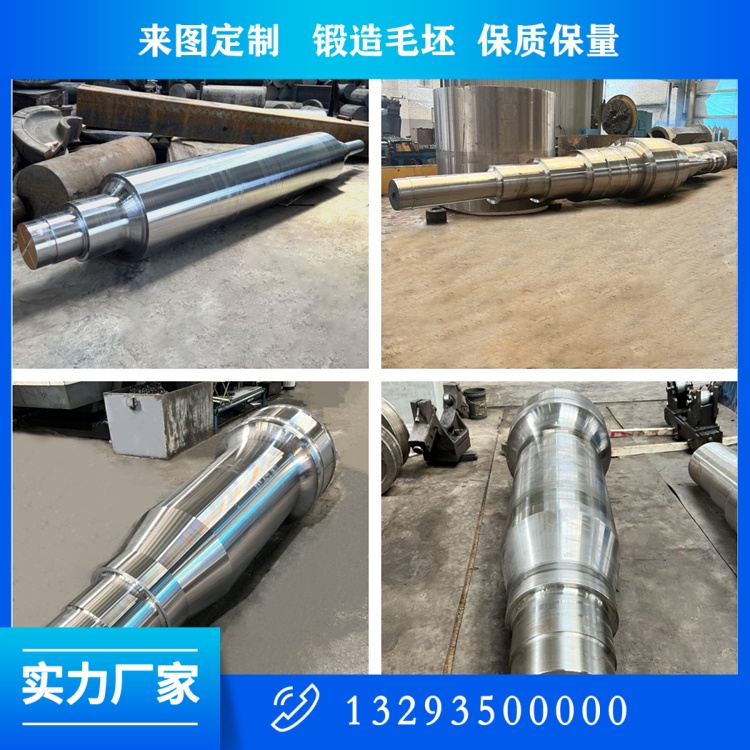
锻造轴过程常见缺陷有锻造裂纹、表面折叠、白点、组织粗大、流线紊乱等。锻造裂纹多因加热温度过高、升温过快、终锻温度过低、变形不均、材质塑性差等导致。预防:采用阶梯式加热,严控温度区间;合理控制变形量和变形速度;保证终锻温度,避免低温锻造。表面折叠因金属流动不合理、氧化皮未清理、模具或工具圆角过小等造成。预防:及时清理氧化皮;优化锻造工艺,增大过渡圆角;避免局部金属回流、套叠。白点即氢致裂纹,由钢中含氢量过高、锻后冷却过快、未及时去氢导致。预防:使用低氢钢锭;锻后 24 小时内进行去氢退火;合金钢锻后缓冷。组织粗大、流线紊乱因加热过热、保温时间过长、锻比不足、变形不合理引起。预防:严控加热温度和时间;保证足够锻比;合理安排变形工序,使金属流线连续顺畅。
轴锻件热处理常见缺陷包括硬度不均、性能不达标、热处理变形、淬火裂纹、组织异常等。硬度不均和性能不达标多由炉温不均、保温不足、冷却不当造成。预防:定期校准炉温;保证足够保温时间,使透热均匀;按材质选择合适淬火介质和冷却方式。热处理变形因加热冷却应力不均、装炉方式不合理、工件自重影响导致。预防:阶梯式升降温;垂直吊挂装炉;均匀冷却;预留合理加工余量。淬火裂纹因淬火温度过高、冷却速度过快、材质碳含量或合金过高、内部有原始缺陷引发。预防:严格控制淬火温度;合理选择冷却方式;消除内部原始缺陷;高合金钢采用分级淬火。
为从根本上控制缺陷,公司实行全流程质量预防:强化原料入场把关;固化成熟工艺,严格执行作业文件;加强过程巡检和实时监控;操作人员持证上岗,定期培训;设备定期维护校准;采用***检测手段提前识别潜在缺陷;建立缺陷分析台账,持续改进工艺。
通过系统的缺陷成因分析和***的预防控制措施,山西中重重工有效提升轴锻件成品率和稳定性,确保交付给客户的每一件产品都具备优良品质和可靠性能。
 关注公众微信号
关注公众微信号 