

大型轴锻件的制造特点
大型轴锻件在重型机械、风电、船舶、冶金等行业中有较多应用。与中小型轴锻件相比,大型轴锻件在尺寸、重量、材料、工艺等方面都有其特点。山西中重重工集团有限公司具备生产一定尺寸范围内大型轴锻件的能力。本文简要介绍大型轴锻件的制造特点,帮助用户了解这类产品的生产难度和注意事项。
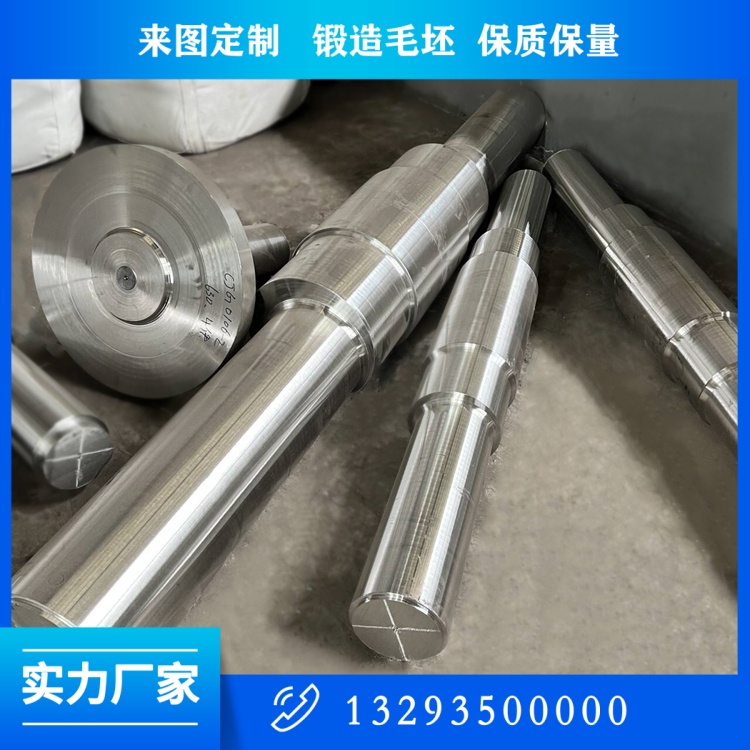
首先是坯料重量大、尺寸大。锻造轴锻件使用的钢锭重量可达几吨甚至几十吨,直径可达1米以上,长度可达数米。钢锭在浇铸过程中,由于凝固速度较慢,容易产生偏析(成分不均匀)、疏松、缩孔等冶金缺陷。中心区域的偏析往往比较严重,合金元素和杂质元素富集。因此,大型轴锻件通常选用经过钢包精炼(LF)或真空脱气(VD)处理的钢锭,以提高材料的纯净度,降低硫、磷、氢等杂质含量。对于要求较高的轴锻件,可能还需要采用电渣重熔(ESR)工艺,进一步改善钢锭的内部质量。
其次是加热和冷却的难度增加。大型坯料在加热炉中升温较慢,内外温差较大。如果加热速度控制不当(例如升温速度超过80℃/小时),表面升温快而心部升温慢,会产生较大的热应力。热应力超过材料的抗拉强度时,可能导致坯料开裂。因此,大型轴锻件的加热曲线较为平缓,通常采用阶梯式加热:先在600℃到700℃保温较长时间(例如4到6小时),使心部温度跟上;然后再升温到850℃左右保温;***后升温到锻造温度(1100℃到1200℃)。整个加热过程可能需要十几个小时甚至更长。同样,锻造后的冷却也需要控制速度。大尺寸锻件如果冷却过快,表面和心部的温差会产生很大的热应力和组织应力,容易产生裂纹。因此,大型轴锻件通常采用缓慢冷却方式,如放入灰坑(埋在干灰中,冷却速度约10℃到20℃每小时)或随炉冷却。
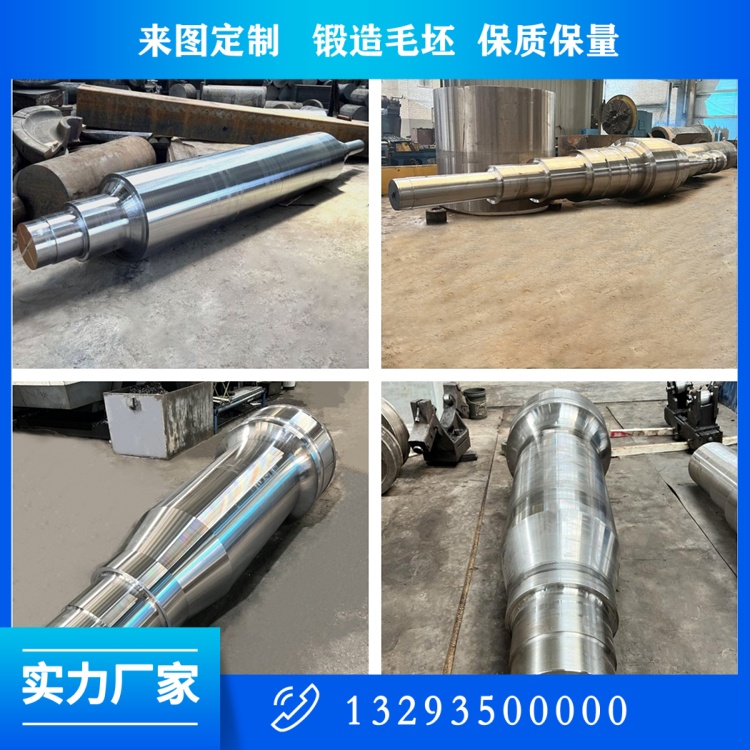
第三是锻造设备的能力要求较高。制造大型轴锻件需要较大吨位的锻压设备。例如,锻造5吨以上的轴锻件,通常需要2000吨以上的水压机或油压机;锻造20吨以上的轴锻件,可能需要6000吨到8000吨的压力机。大型压机的工作台面尺寸、开口高度、行程长度等参数也需要匹配锻件的尺寸。锻造操作中,需要多次进行镦粗和拔长,以改善钢锭内部的铸造组织。镦粗时,压机的压力需要足够使坯料的高度减小30%以上;拔长时,需要配合操作机(一种夹持和翻转坯料的机械手)进行翻转和送进。大型锻件的锻造通常需要多名操作人员配合完成。
第四是大型轴锻件的热处理工艺需要特别设计。由于截面尺寸大,热处理时心部和表面的加热和冷却速度差异较大。为了保证心部达到预期的性能,可能需要采用较长的保温时间(例如按每50毫米厚度保温1小时计算,对于500毫米直径的轴,心部达到温度需要保温5小时以上),或者选用淬透性较好的材料(如42CrMo、34CrNiMo6)。大型轴锻件淬火时,冷却方式的选择也需要谨慎。水冷冷却速度快但容易产生裂纹,油冷冷速较慢但可能淬不透。对于一些大型轴,可以采用水-油双液淬火(先在水里冷却一段时间,再转入油中),或者采用喷雾淬火(调节喷水量控制冷却速度)。淬火后的回火时间也需要相应延长,以充分消除内应力。
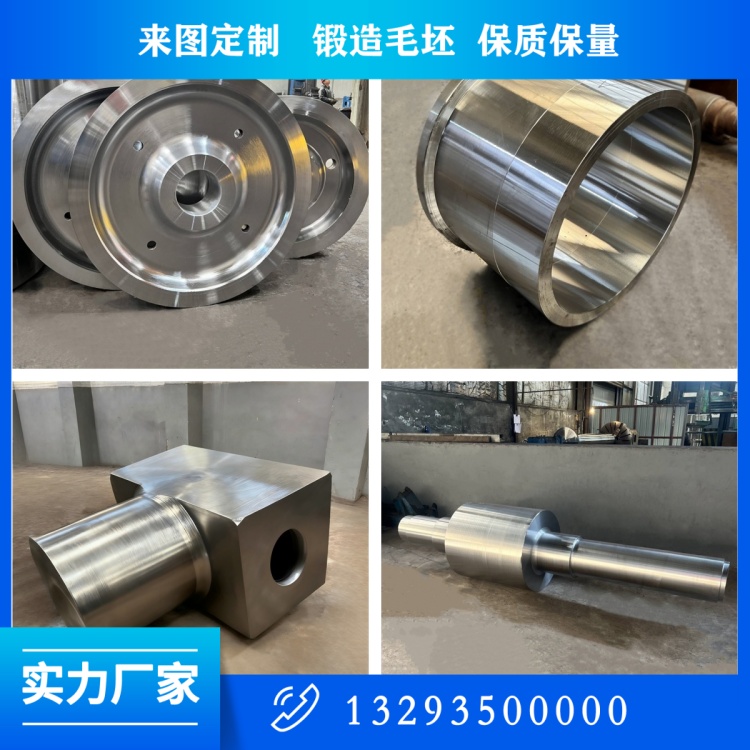
第五是检测工作的特殊性。大型轴锻件的内部缺陷检测需要使用大功率的超声波检测设备(如数字式超声波探伤仪),配合低频探头(如2 MHz或1 MHz),以获得足够的穿透能力。检测时需要对整个锻件体积进行扫查,工作量较大。通常采用直探头从端面检测轴向缺陷,采用斜探头从圆柱面检测径向缺陷。对于某些重要用途的大型轴锻件(如风电主轴、核电转子),可能还需要进行模拟使用工况的性能测试,包括全截面的拉伸试验、冲击试验、断裂韧性试验等。这些测试需要从锻件上切取试样,取样位置和方法有专门的规定。
大型轴锻件的制造周期较长,从钢锭准备到成品交付可能需要几个月时间。生产过程中的每个环节(材料、加热、锻造、热处理、检测)都需要做好记录,以便质量追溯。由于大型轴锻件的材料成本和加工成本较高,一旦出现不可修复的缺陷,经济损失较大。因此,生产厂家在制造大型轴锻件时更加注重工艺控制和过程检查。用户在选择大型轴锻件时,也需要预留足够的生产周期,避免紧急订货导致工艺时间不足。
 关注公众微信号
关注公众微信号 