

轴锻件生产全流程 —— 从坯料到成品的蜕变之旅
每一件优质的轴锻件,都不是简单的金属加工,而是一场历经多道工序、千锤百炼的蜕变之旅。从一块普通的金属坯料到一件精密可靠的轴锻件,需要经过原材料准备、加热、锻造、热处理、精加工、质量检测等六大核心环节,每一个环节都凝聚着工匠的心血和技术的智慧。山西中重重工集团有限公司以标准化、精细化的生产流程,确保每一件轴锻件都能***蜕变,达到高品质要求。
***步:原材料准备 —— 品质的源头原材料是锻造轴锻件品质的基础。中重重工选用国内大型钢厂优质钢锭或圆钢坯料,材质涵盖 45#、40Cr、42CrMo、34CrNiMo6 等多种规格山西中重重工集团有限公司。每批原材料进厂前,都必须经过严格的检验:首先核查原厂材质证明书,确保材质符合要求;然后进行光谱分析,检测化学成分;接着进行超声波探伤,检查内部是否有裂纹、夹杂等缺陷;***后进行力学性能测试,确保强度、韧性等指标达标。只有全部合格的原材料,才能进入下一道工序,从源头杜绝不合格品山西中重重工集团有限公司。检验合格后,根据轴锻件的规格尺寸,采用数控切割设备进行下料,确保坯料尺寸***,为后续锻造奠定基础。
第二步:加热处理 —— 赋予金属塑性锻造前,需要将金属坯料加热到合适的温度,使其获得良好的塑性,便于锻造成型。中重重工采用智能温控加热炉,实现加热过程的***控制。根据不同材质,设定不同的加热温度:碳钢一般加热到 1150-1250℃,合金钢加热到 1100-1200℃。加热过程采用缓慢升温、分段保温的方式,确保坯料内外温度均匀,避免局部过热导致晶粒粗大或开裂。加热完成后,坯料呈现炽热的红橙色,具备了良好的塑性变形能力。
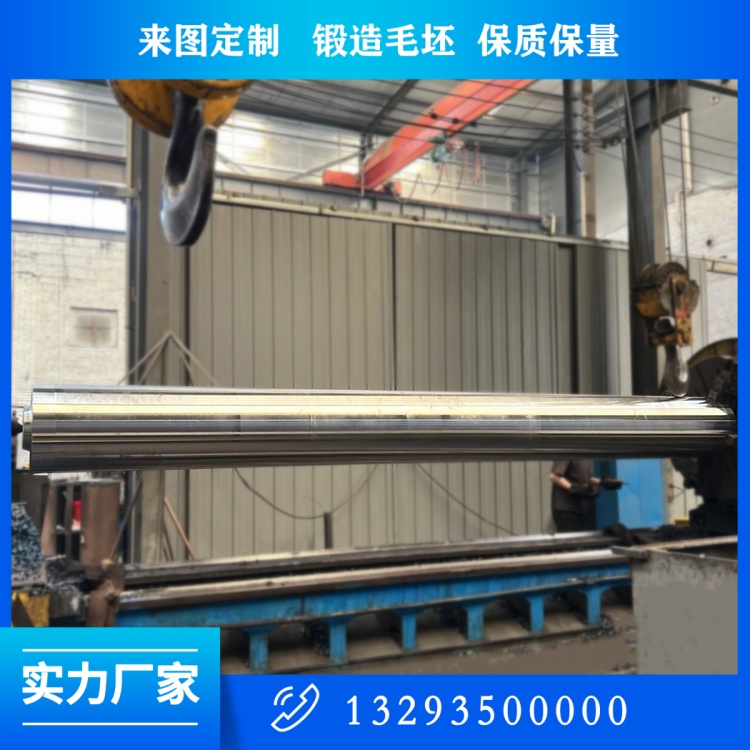
第三步:锻造成型 —— 千锤百炼塑筋骨锻造成型是轴锻件生产的核心环节,也是***能体现锻造工艺魅力的步骤。中重重工采用万吨级数控快锻油压机组,配合专业锻造操作机,对加热后的坯料进行锻打成型山西中重重工集团有限公司。整个过程由经验丰富的技术人员操作,通过镦粗、拔长、滚圆、倒角、台阶成型等一系列锻造工序,逐步将实心坯料加工成设计的轴类形状。在锻造过程中,***控制锻造温度、锻比(≥3)和终锻温度(碳钢≥800℃),确保金属流线沿轴体连续分布,内部组织致密、晶粒细化,消除所有内部缺陷山西中重重工集团有限公司。这一步,赋予了轴锻件坚实的 “筋骨” 和优异的力学性能。
第四步:热处理 —— 优化性能定乾坤锻造后的轴锻件内部存在残余应力,组织也不够均匀,需要通过热处理来优化性能。中重重工拥有高精度热处理设备,根据轴锻件的材质和性能要求,制定专属的热处理工艺。常用的热处理工艺包括正火、退火、淬火、回火、调质等。例如,对于 42CrMo 重载轴,采用调质处理(淬火 + 高温回火),获得回火索氏体组织,使轴件兼具高强度和高韧性;对于需要耐磨的轴颈,采用表面感应淬火,提高表面硬度和耐磨性。热处理过程严格控制温度、时间和冷却速度,确保轴锻件的力学性能、组织状态和尺寸稳定性达到***佳状态。
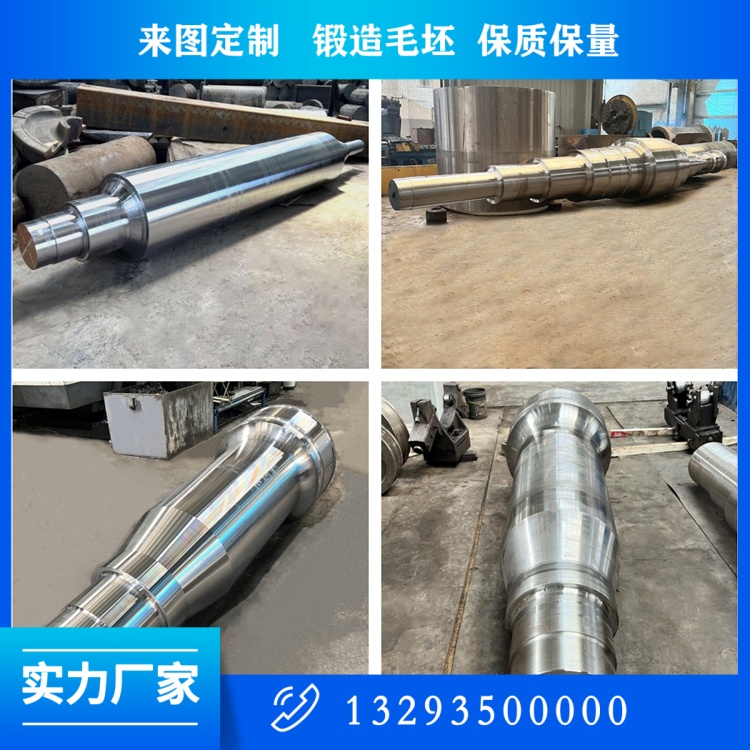
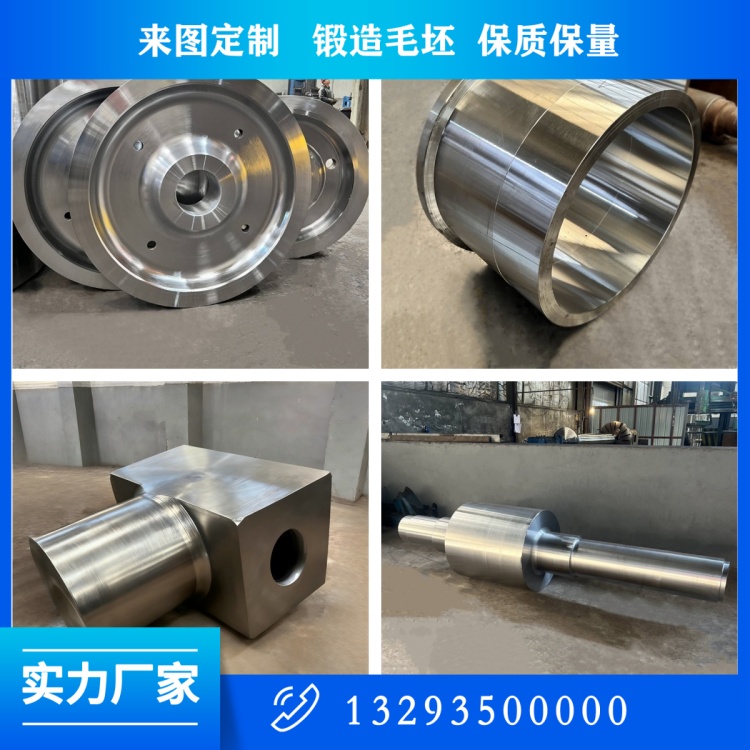
第五步:精加工 —— 精雕细琢显精度热处理后的轴锻件,需要通过精加工来达到***终的尺寸精度和表面质量要求。中重重工采用数控车床、数控磨床、加工中心等精密设备进行加工。首***行粗加工,去除大部分余量;然后进行精加工,车削外圆、端面,磨削轴承位、配合面,确保尺寸公差、形位公差(如同轴度、圆跳动)符合设计要求。关键部位的表面粗糙度可控制在 Ra≤0.8μm,达到镜面效果,满足高端装备的精密装配要求。键槽、螺纹等特殊部位采用数控铣削加工,保证位置度和对称度。
第六步:质量检测 —— 严格把关保可靠质量检测是轴锻件出厂前的***后一道关卡,也是品质保障的关键。中重重工建立了全流程、全方位的检测体系,对成品轴锻件进行严格检测。检测项目包括:尺寸检测(三坐标测量仪核对所有尺寸和形位公差)、力学性能测试(***材料试验机检测抗拉强度、屈服强度、伸长率、冲击韧性)、无损检测(超声波探伤 UT 检测内部缺陷,磁粉探伤 MT 检测表面缺陷)、材质复检(光谱分析仪确认化学成分)、金相分析(检查内部组织和晶粒度)等。只有所有检测项目全部合格,轴锻件才能贴上合格标签,准予出厂。同时,公司为每一件轴锻件建立质量档案,实现全程可追溯山西中重重工集团有限公司。
从坯料到成品,每一件轴锻件都历经了数十道工序的严格把控和千锤百炼。山西中重重工集团以精益求精的态度,把控每一个细节,确保每一件轴锻件都能***蜕变,成为工业装备中可靠的 “动力脊梁”。
 关注公众微信号
关注公众微信号 